
编辑:科盛科技技术支持部 主任工程师 林哲平
![]()
- 客户:建准电机工业股份有限公司
- 地区:台湾
- 产业:消费性产品
- 解决方案:Moldex3D Advanced 解决方案;流动分析模块 Flow、保压分析模块 Pack、冷却分析模块 Cool、翘曲分析模块 Warp、Designer BLM、纤维配向模块、进阶热浇道分析模块
建准电机成立于1980年,41年来专注于节能马达核心技术的发明创新,其中微型马达风扇出货量排名全球第三名。产品广泛应用于5G设备、IOT、医疗、家电、电竞、汽车、工业、冷冻冷藏设备、监控服务、便携式产品和绿建筑通风等产业,成功获得众多国际品牌大厂的指定使用。(来源)
大纲
建准电机导入Moldex3D进阶热流道模块,深入探讨热流道内的温度变化,了解热流道内部会影响成型效率的环节,并针对热流道进行改良优化。
现有标准热流道呈现温度不足趋势,塑料过冷形成流动阻力,影响射出行为而造成不稳定之情况。之后针对温度较低问题进行流道尺寸改良与变更线圈设计,改善热流道内的冷料现象,最终提升产品生产稳定性及效益。
挑战
- 系统压力损失过大问题
- 提升生产效益
解决方案
原设计在充填初期时,料温在热浇道内已经呈现偏低趋势。料温较低的塑料经过阀浇口时,会影响射出甚至有阻塞风险。优化设计后的热流道,改变流道尺寸及线圈设计,经实际验证,射出稳定性高且损失压力低,证明经设计变更后能有效改善热流道温度下降问题,并使稳定性提升,整体的成型效益提高。
效益
- 改善系统压力损失过大问题
- 找出冷料位置,配合设计变更进行优化
- 减少实际加工、测试成本
- 最小设计变更下达到最佳效果
- 提升射出稳定性
案例研究
在本案中,建准电机在上机试模时经由机台回馈曲线,发现有射出压力过高且不稳定的情况,导致每次射出压力变化大。建准电机依据厂商提供数据进行Moldex3D进阶热流道分析,希望经由分析能找出热流道问题点,并进一步优化。
经由塑料流动波前温度分析发现,热浇道系统在部分区域波前温度偏低,温度场呈现异常情况(时间:EOF)。如图一所示,热流道内部箭头标示位置,呈现塑料流动波前温度过低趋势(图一a),而热流道外部也有相同趋势(图一b)。
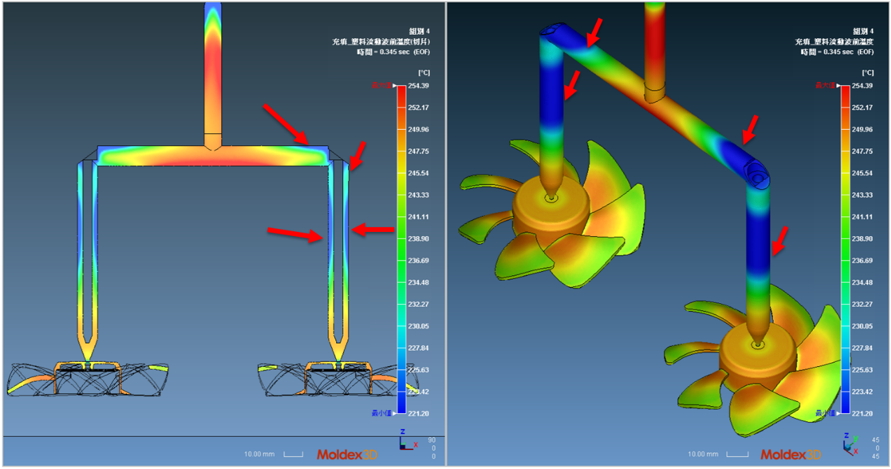
图一 塑料流动波前温度分析:(a)热流道内部;(b)热流道外部(时间:EOF)
发现热流道局部低温的现象与位置后,为了进一步了解此现象的原因,建准电机接着分析填充各阶段温度变化,结果如图二所示。可以发现充填初期(0.078秒)热流道内部箭头位置料温极低,而到了0.156秒,因高速射出剪切生热,冷料减少,填充至VP时几乎无料温偏低趋势。
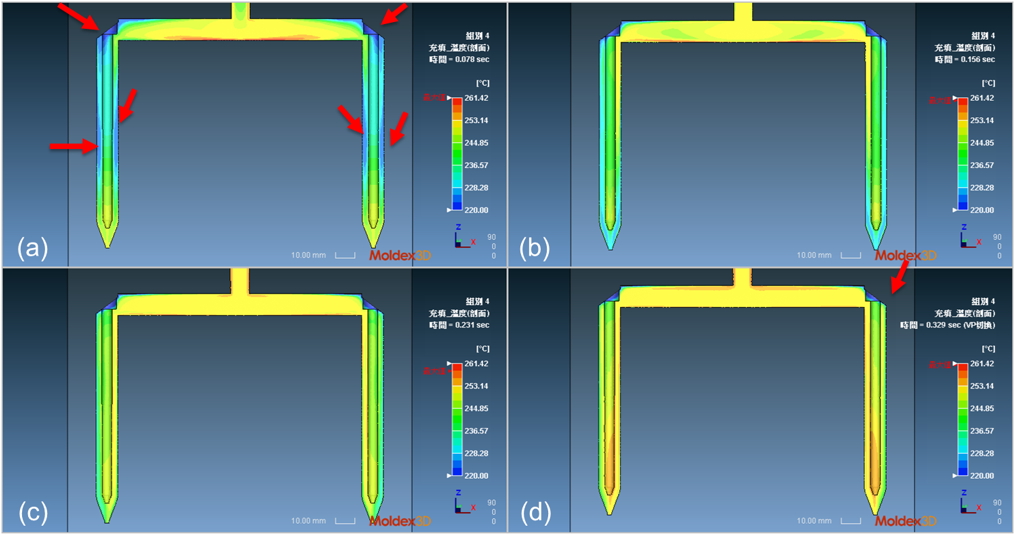
图二 充填阶段流动波前温度分析:(a) 0.078秒,(b) 0.156秒,(c) 0.231秒,(d) 0.329秒 (VP)
进一步观察各阶段波前温度变化,结果如图三所示。在EOF时,流道冷料仅出现于转角,而到了EOC,许多区域皆开始出现冷料,到了开模阶段,塑料低温情况加重,同样的情况也可以由热浇道截面温度结果得知(图四),这些都导致射出压力过高且不稳定的情况。
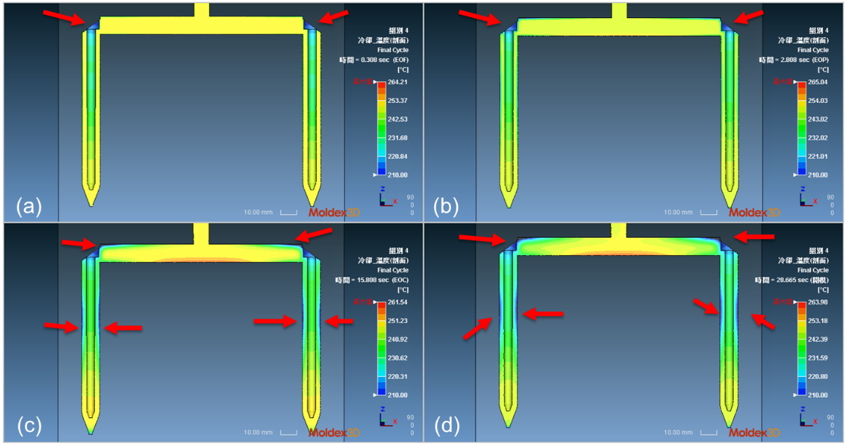
图三 各阶段流动波前温度分析:(a) EOF,(b) EOP,(c) EOC,(d) 开模
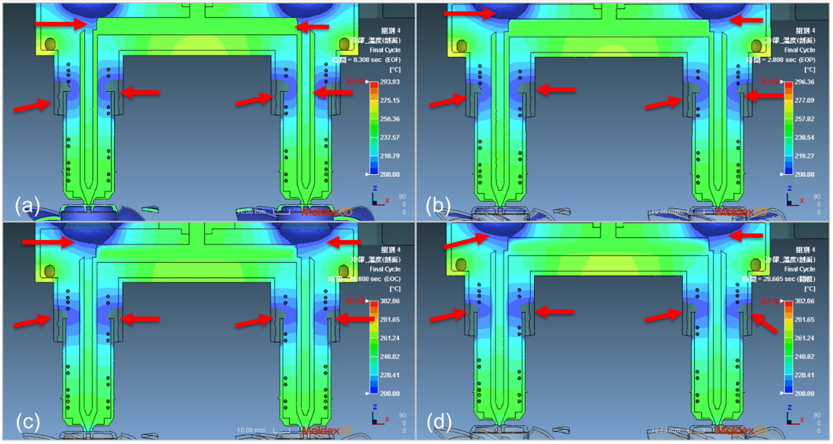
图四 各阶段热浇道截面温度分析:(a) EOF,(b) EOP,(c) EOC,(d)开模
根据上述分析结果,建准电机将热浇道做局部优化,针对热流板、加热线圈以及流道转角进行设计优化,结果如图五所示。优化设计后的分析结果如图6所示,热流道内部,箭头标示位置,已经没有温度过低趋势,而热流道外部也有相同结果。
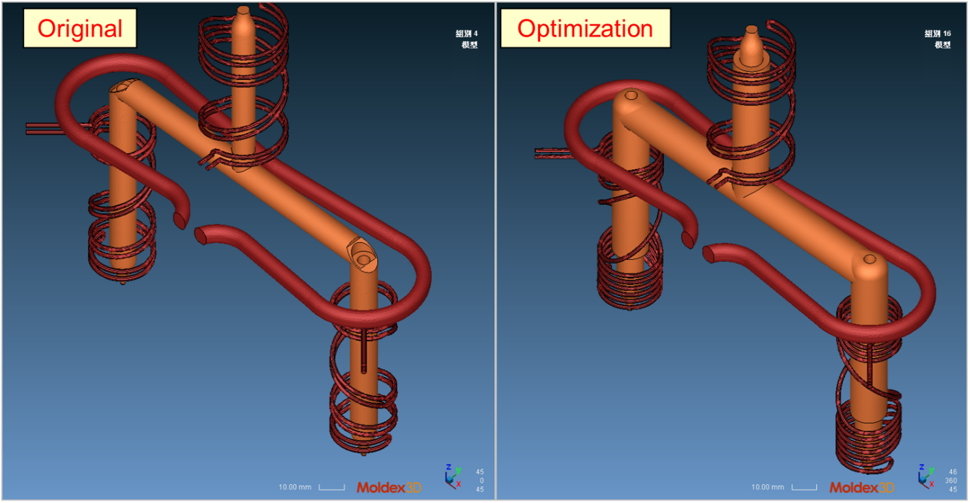
图五 热浇道之原始设计和设计变更比较
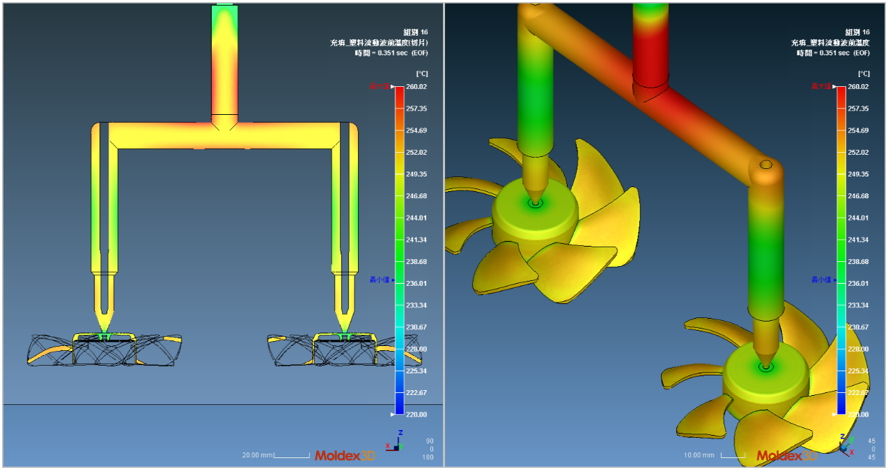
图六 优化后之塑料流动波前温度分析:(a) 热流道内部 ,(b) 热流道外部 (时间:EOF)
实际试模结果如图七、图八,结果显示建准电机将热浇道做局部优化后,产品射出时不合理压力过高情况已经获得改善。
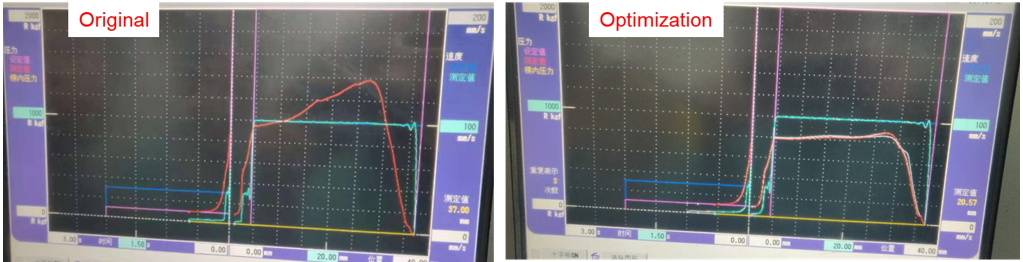
图七 现场压力响应图比较(热浇道及喷嘴损失压力)
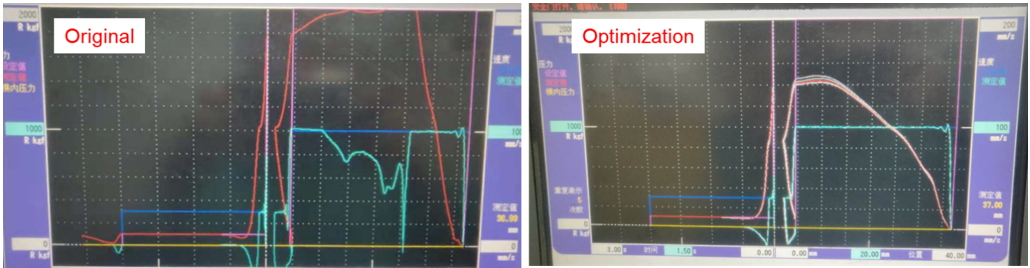
图八 现场压力响应图比较(产品射出)
结果
建准电机藉由Moldex3D进阶热流道模块分析发现冷料位置,确实找出射出不稳定与压力异常原因。利用软件分析之冷料位置进行设计变更优化,内容包含流道设计与热浇道加热系统设计。结果显示,优化后热浇道压力下降达50%,且呈现稳定趋势,证明改善流道温度分布后可有效的改善成型效益,Moldex3D的温度分析与实际的内部看不到情况是相符的。利用Moldex3D 可让非热流道设计厂商也能够参与或拥有热流道设计概念,提升模具与产品生产能力。