
研发一部.技术副理.曾港锡
塑料射出成型是制造高精度塑料零件的主要工艺,但在成型过程中,熔融塑料流动交会处容易形成缝合线(Weld Line),导致产品强度降低及外观缺陷。Moldex3D 2026版本全面优化缝合线预测系统的算法、接口,更真实呈现缝合线行为。此版本亦具备实时交互式参数调整功能,提供动态计算分析结果。
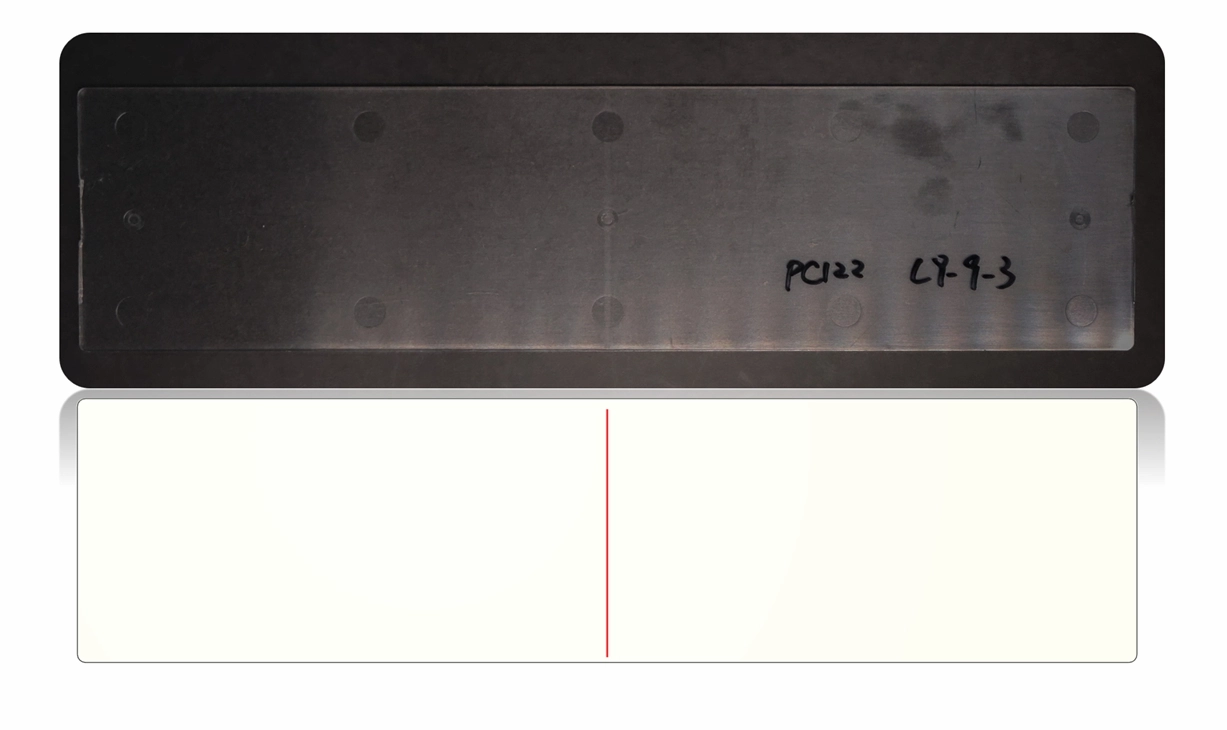 图一、成型产品缝合线于外观质量的影响
图一、成型产品缝合线于外观质量的影响
缝合线判定依据:会合角度与质量关联
Moldex3D的流动分析结果中,透过两股熔融塑料流动波前缘的会合角度,可以明确定义缝合线。如图二所示,θ代表两个熔融料流动波前缘的会合角度,而会合角度常用来区分缝合线类型及评估其质量。一般而言,当会合角θ小于145°时,形成较为尖锐的缝合线,容易导致接合不良与强度下降;而当会合角大于145°,则形成融合线(Meld Line),其接合更为完整且强度较佳。Moldex3D软件中也采用145°作为两者的预设区分门坎。
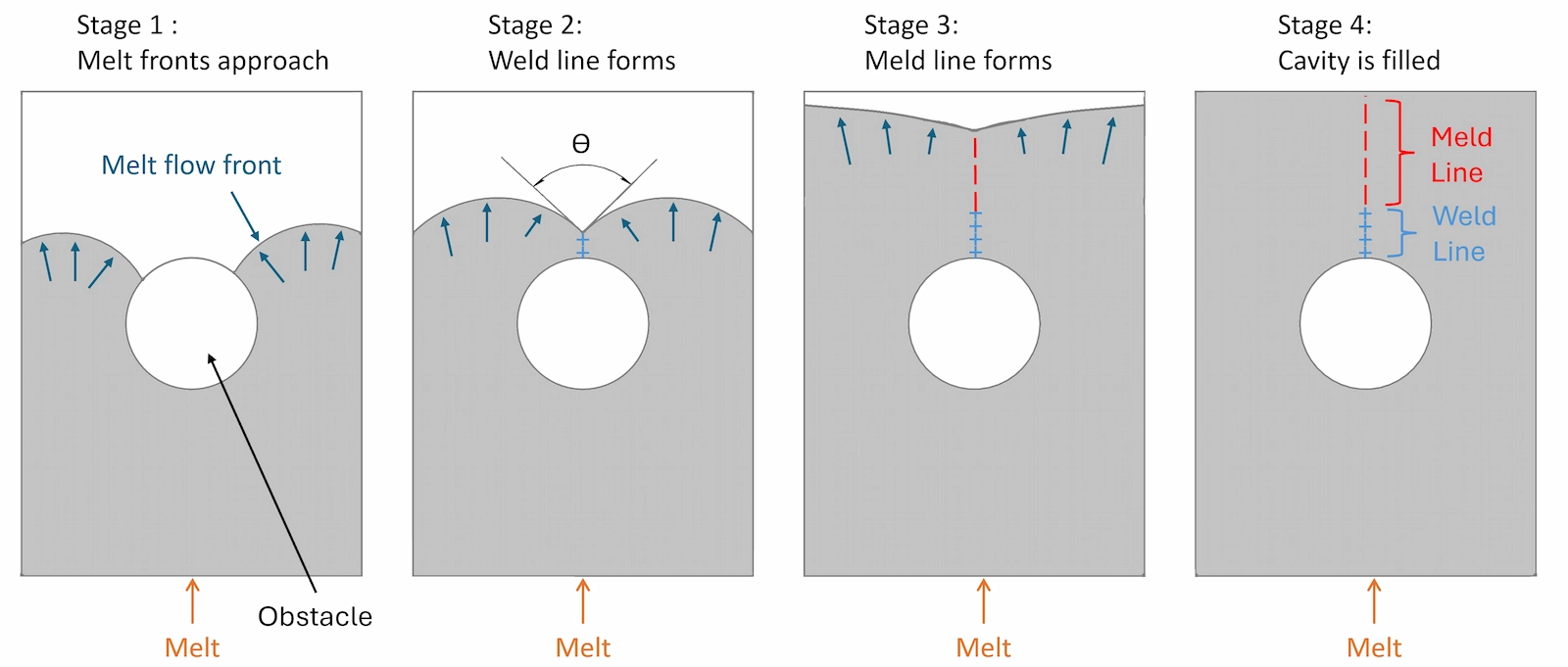 图二、会合角定义与缝合线的关系说明[1]
图二、会合角定义与缝合线的关系说明[1]
如图三所示,我们以一块尺寸为100mm×100mm、不等厚度(2mm及1mm)的平板为研究对象,并于中央挖有直径10mm的圆孔,作为后续结果比较的基础[2]。
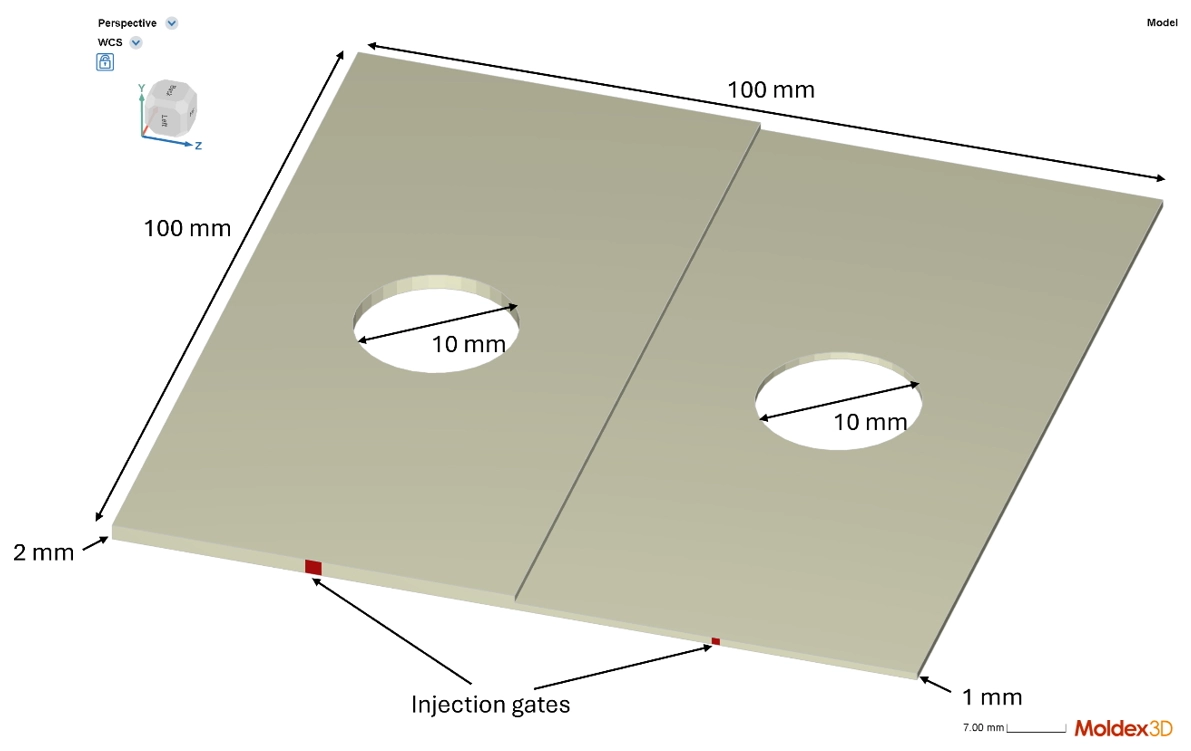
图三、案例尺寸及进浇口位置[2]
强化缝合线位置预测
Moldex3D 2026新增更精细的缝合线位置预测算法,强化缝合线过渡段头尾的连接,有效动态追踪两股熔融塑料流前端的融合过程,并将潜在缝合线位置整合为单一连续线段;如图四所示,藉由模拟不同流动阶段之波前与缝合线形成的关系,能更深入解析缝合线成因,进而优化模具设计与工艺参数。
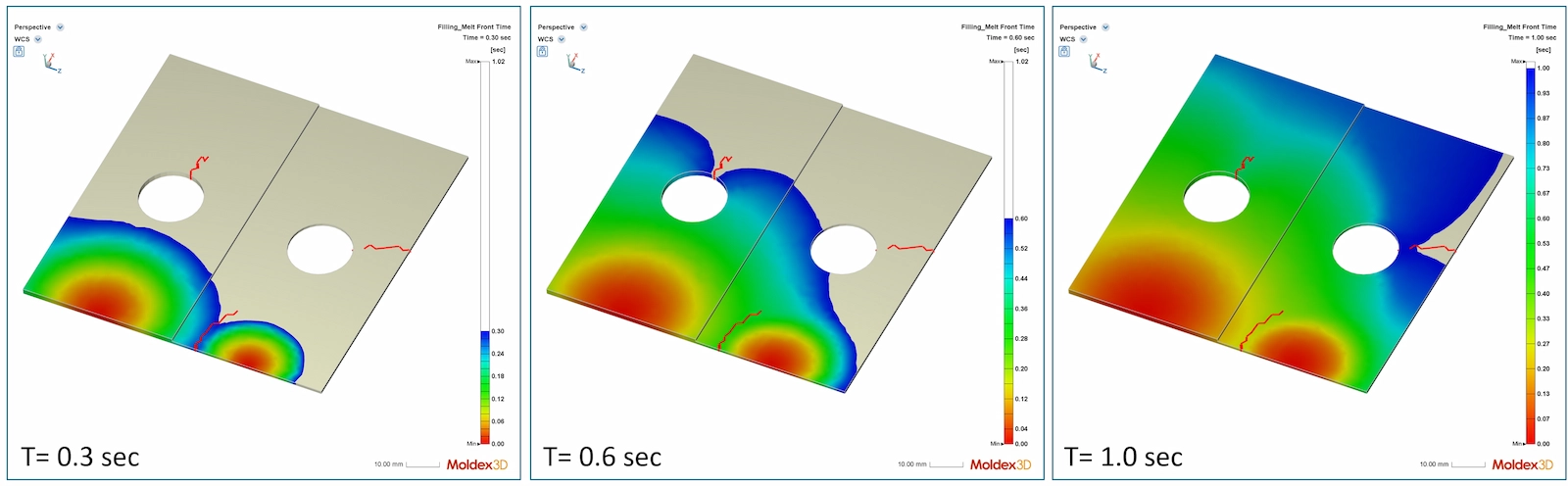 图四、不同阶段的流动波前情况
图四、不同阶段的流动波前情况
弹性自定义最大会合角度
在实时交互式参数调整方面,Moldex3D 2026让使用者自定义最大会合角度。如图五所示,透过启动「重新计算的缝合线」功能,即可调整会合角度参数,并重新计算缝合线长度。如图六所示,系统会实时更新并显示新的缝合线长度,帮助使用者快速掌握缝合线向前延伸区域内可能形成的融合线范围。

图五、调整最大会合角参数
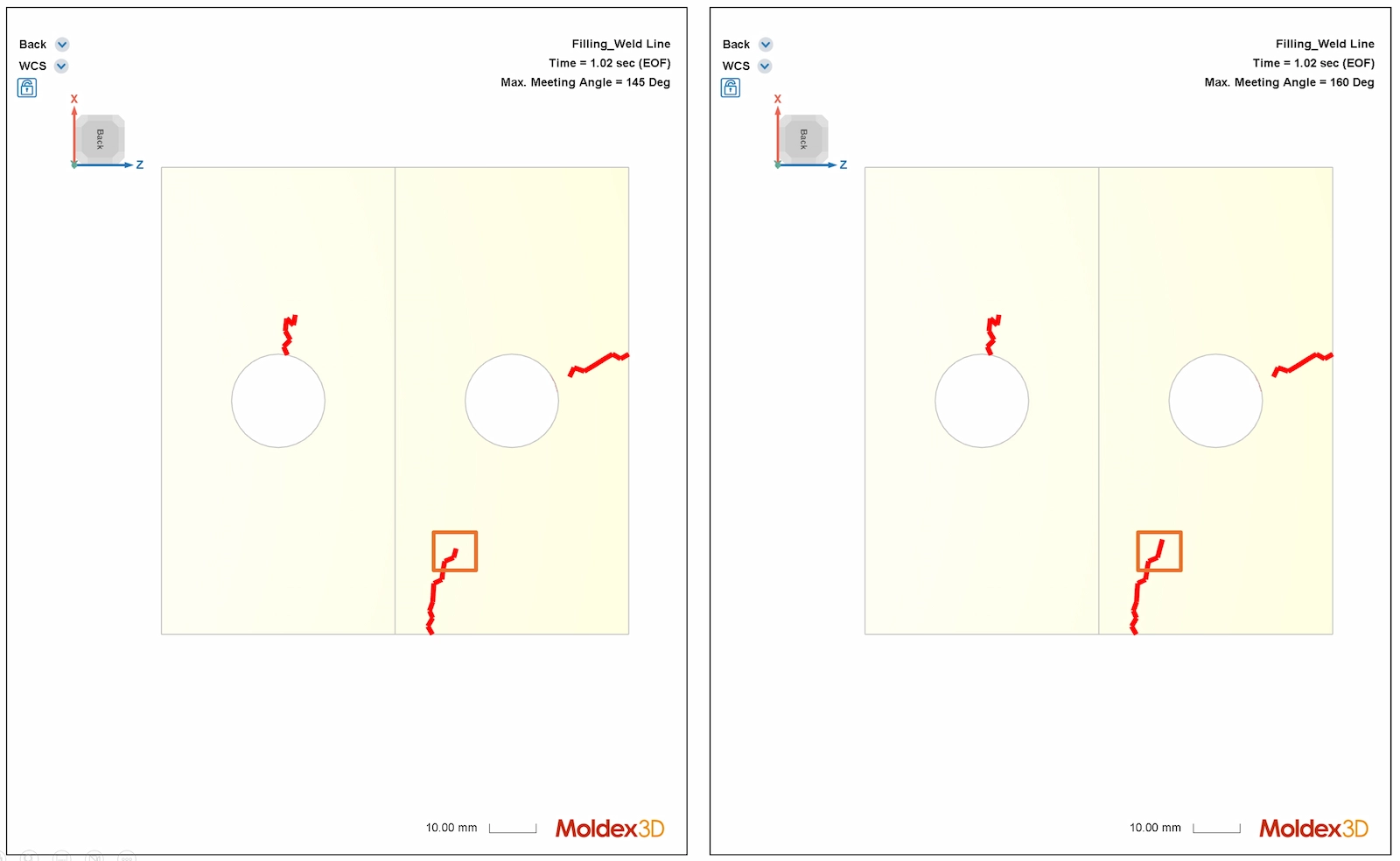
图六、最大会合角设定修正将连动缝合线的延伸效果(左:145°;右:160°)
优化缝合线强度预测
Moldex3D 2026版本在计算过程中纳入更多时间阶段的分析,针对波前会合时熔融塑料的实时物理性质,包括温度、压力及剪切率等,进行细致评估,提供更准确、可信的缝合线强度预测。进一步比较不同材料下的缝合线强度行为,发现在相同加工条件下,不同材料不仅影响流动波前与缝合线位置,亦明显呈现出缝合线强度的差异,如图七所示。此功能帮助用户能清楚辨识各种材料在产品设计时间对缝合线强度的影响,能做出更精确的材料选择决策。
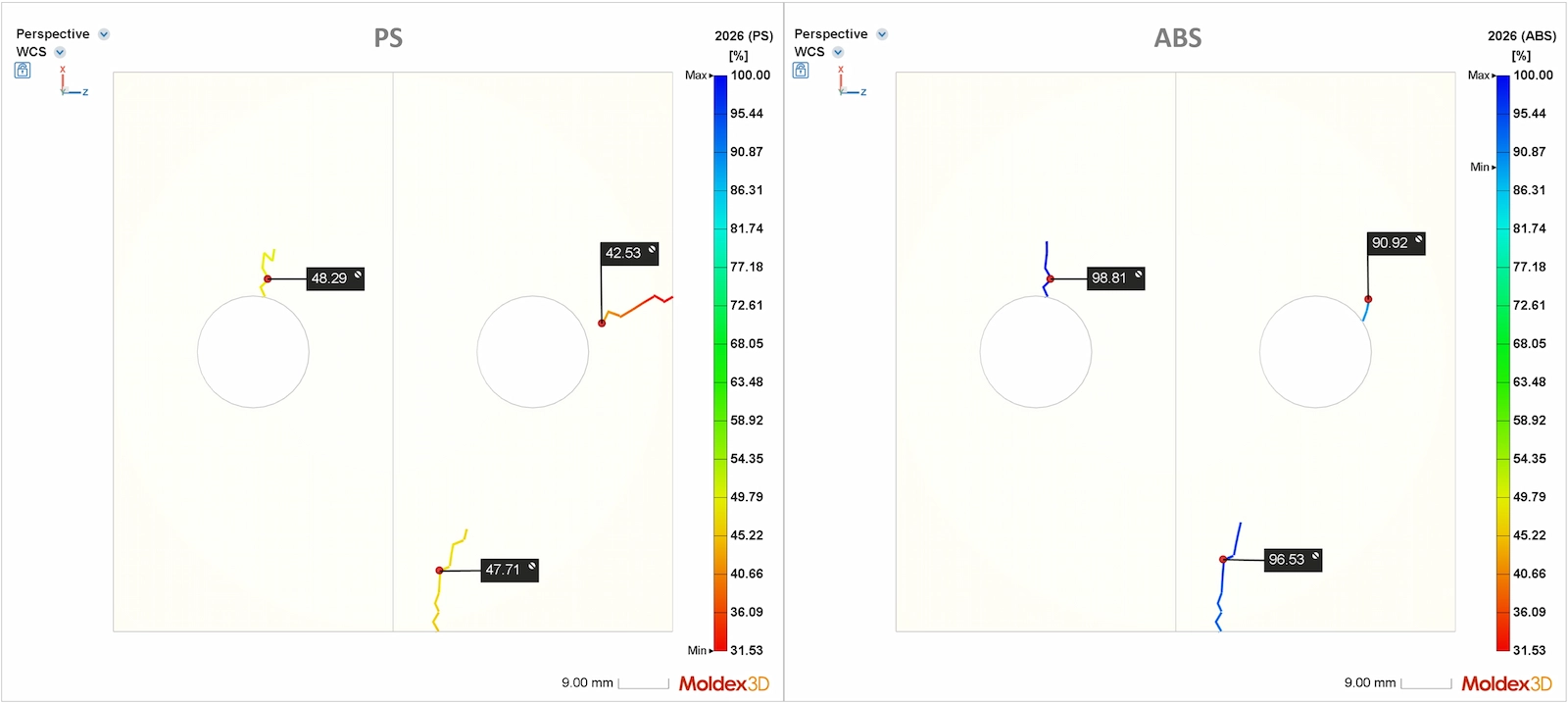 图七、缝合线强度使用不同材料比较(左:PS;右:ABS)
图七、缝合线强度使用不同材料比较(左:PS;右:ABS)
分析结果更贴近实际,实现更可靠的产品设计
Moldex3D 2026版本在塑料射出成型分析中,对缝合线预测系统进行了革命性升级。优化的新算法能动态追踪熔胶流动波前,并将潜在缝合线位置整合为单一连续线段,大幅提升预测准确度与细致度。
在用户体验上,新增实时交互式接口,透过「重新计算的缝合线」功能,可自定义最大会合角并实时更新缝合线长度,快速评估融合线的范围与质量。此外,优化的缝合线强度预测计算核心,纳入熔胶实时温度、压力、剪切率等关键物理参数,使结果更贴近实际。这些全面性改善能提供更可靠的数据,作为后续产品结构强度分析与优化设计的坚实依据。