

编辑:科盛科技亚太业务部 资深技术专员Marirajan Ramachandran
![]()
- 客户:SABIC Research & Technology Pvt. Ltd.
- 国家:印度
- 产业:汽车
- 解决方案:Moldex3D Advanced解决方案;流动分析模块、保压分析模块、冷却分析模块 、翘曲分析模块、Designer BLM多材质射出成型、压缩成型
SABIC为世界级化学制品、肥料、塑料及金属制造商,营运范围涵盖超过五十个国家,并在全世界拥有34000位员工。(来源:SABIC)
大纲
双射射出压缩成型(2K-ICM)制程具备很大的潜力,适用于体积及表面大且复杂的塑料件成型。由于许多因素的交互作用,2K-ICM制程容易出现凹痕等外观缺陷。因此本案例目标为借助Moldex3D来呈现2K-ICM的模拟架构,以观察肋条产品几何的重要制程现象,并探讨哪些几何和制程因素会造成凹痕。经由Moldex3D完整的模拟验证,可大幅降低选择机台、材料以及优化模具设计及制程所需的试误时间和成本,使SABIC能将2K-ICM制程带来的效益最大化。
挑战
- 缺少对2K-ICM的充分了解
- 2K-ICM的设计和制程都相当复杂
- 凹痕问题
解决方案
Moldex3D多材质射出成型模块(MCM)可无缝捕捉第一射及第二射的热历程,达到全面性的模拟。
效益
- 能考虑第一射的热历程,增强开发复杂的2K-ICM制程能力
- 将实验试误的次数降到最低
- 优化产品设计,以达到较佳的生产能力
- 将设计时间的复杂成型制程和制造成本最小化
- 有助于选出适合的机器、缩短上市时间和评估产品设计的复杂性
- 缩短整体产品制造周期
- 有模拟结果的辅助,更有信心能为客户提供较佳的解决方案
案例研究
目前制造大型塑料件的趋势,多以热塑性材料解决方案取代热固性片状预浸材(SMC),应用范围包括车身面板、货车侧导流板、全景天窗等等。原因是与SMC相比,热塑性材料有更佳的设计弹性、轻量化、可结合两种以上的部件功能等优点。而双射射出压缩成型(2K-ICM)技术在产业间的运用也越趋频繁,然而其模拟方法却相对欠缺,尤其针对优化制程以获得理想最终成品的技术。SABIC研发工程师Raghavendra Janiwarad利用Moldex3D进行2K-ICM仿真,以优化产品设计和外观。
本案例目标为透过仿真技术,捕捉2K-ICM产品的外观、翘曲和温度分部等信息(图一)。
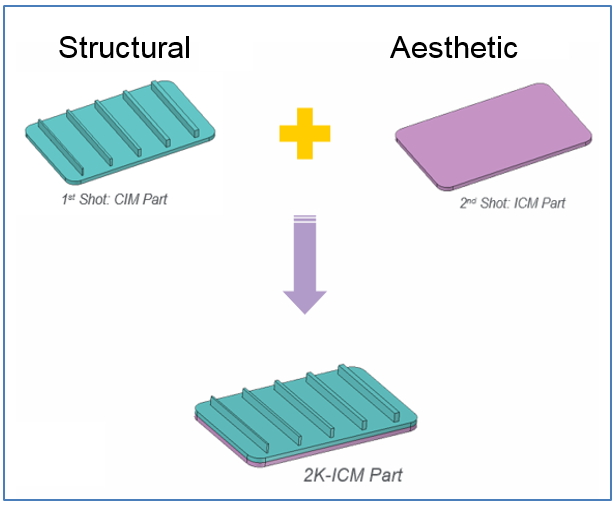
图一 本案例的2K-ICM产品
其中第一射的产品含有厚度不均的肋条设计,SABIC希望在第二射中探究其长度尺寸和热效应之影响。仿真流程如图二所示。
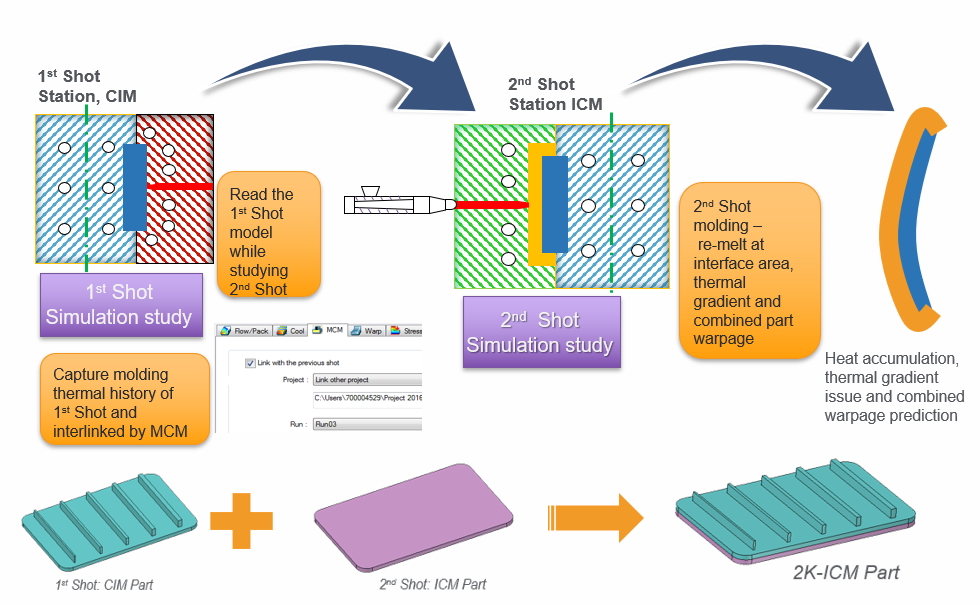
图二 本案例分析流程
Moldex3D对第一射(传统射出成型)的仿真结果显示,当肋条厚度增加时,凹痕情况就会越明显(图三)。SABIC团队并发现,肋条越厚,就有越高的热质量。此现象会导致较陡的热梯度和较高的局部体积收缩不均(图四)。
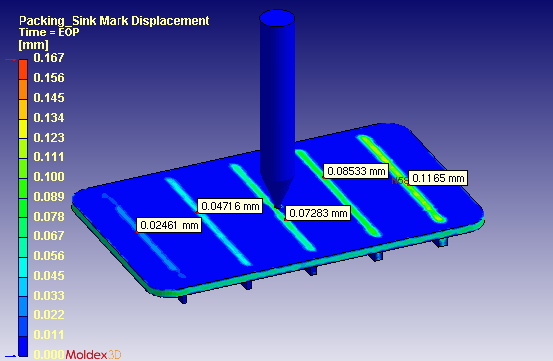
图三 第一射的凹痕模拟结果
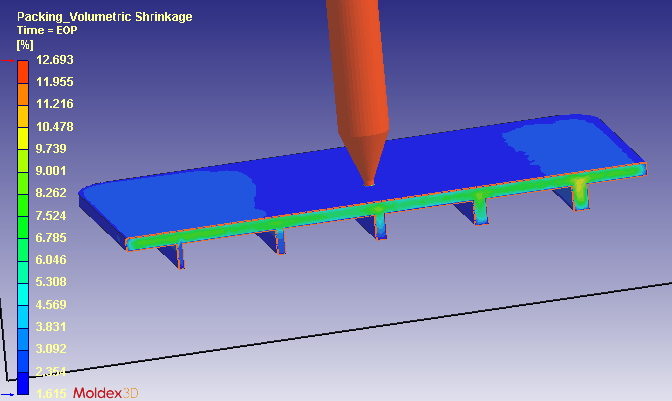
图四 体积收缩模拟结果
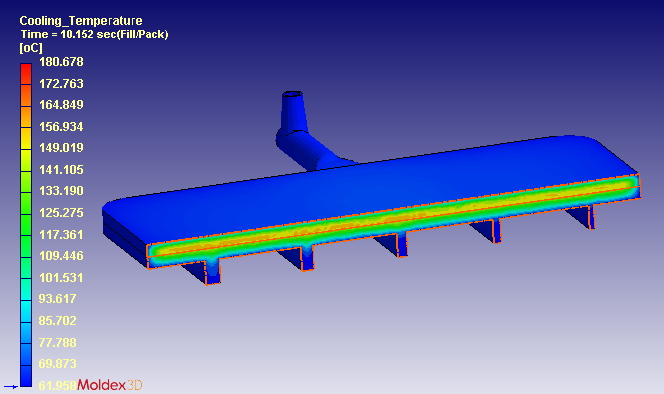
接下来SABIC进行第二射(射出压缩成型)的瞬时温度仿真。透过Moldex3D,可以在第二射模拟中捕捉到第一射的温度历程(图五)。第二射的模拟结果也提供两射接触面温度演变的详细信息(图六)。交界面在第一射时温度达到170 ºC,代表第一射PC有再熔融的现象,而这样的细节是不容易透过实验量测观察到的。
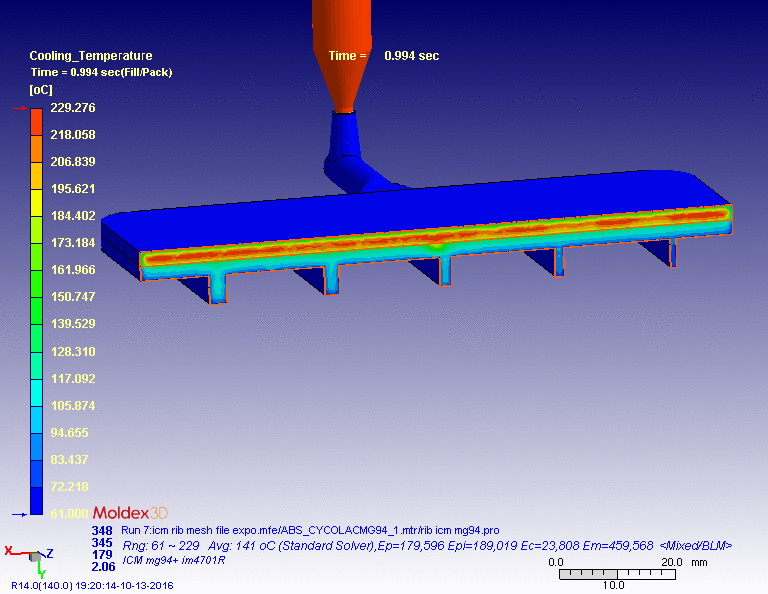
图五 Moldex3D的第二射温度仿真结果
图六 第二射的模拟结果可呈现两射接触面温度演变的详细信息
第二射熔胶的热传导加上第一射肋条的效应,使得第一射产品中段(图七4)及两射交界面(图七3,这里也是观察到再熔融处)也都产生热质量。
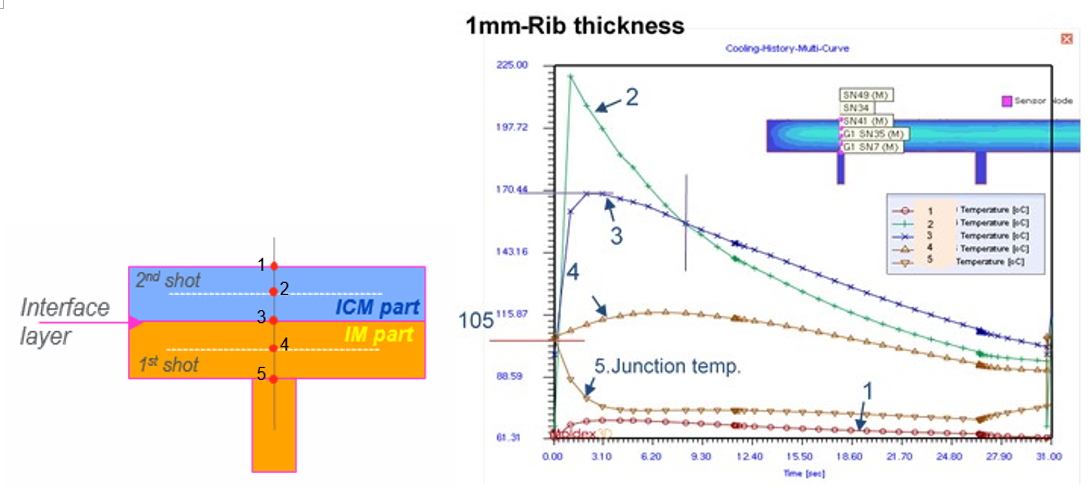
图七 双射产品温度变化
结果
Moldex3D可将第一射的温度历程与第二射无缝连结,多材质射出(MCM)模块可针对2K-ICM制程提供细微现象的洞察,而这些是透过实验难以获得的信息,包括双射交界面的详细信息、第一射再熔融现象发生位置、以及会影响产品外观和翘曲的几何特征等。这样的模拟结果对于与2K-ICM应用相关的过程优化,以减少或消除零件翘曲和表面缺陷,具有相当价值。