
简介
Moldex3D近期与预测复合材料层压板的可成型性仿真软件AniForm合作,提供用户更高阶的树脂转注成型(RTM)分析功能。AniForm成立于2011年,由荷兰特文特大学(The University of Twente)分支而成,其提供的模拟技术服务目前已广受全球企业肯定,其中尤以航空产业为主要运用领域。
目前市面上复材产品生产过程,根据制程不同制程步骤,有各自的对应仿真软件,仿真软件种类繁多且各有长处。若能整合不同的模拟工具的预测结果,对实务上将可带来很大的帮助。Moldex3D与AniForm整合的软件接口,即可帮助用户获得更精确的注塑分析结果。
「我们很开心能进行这项合作,AniForm无疑是产业中的佼佼者,」Moldex3D欧洲营业处邓瑞民协理表示,「这是Moldex3D与AniForm首次进行软件整合,期待未来彼此也能有更紧密的合作。」
透过Moldex3D的RTM模拟技术与AniForm可让使用者进行高阶的RTM模拟,尤其对风力发电及航空产业极具帮助。使用者可将AniForm Suite所分析的纤维布排向数据(以ASCII文件格式储存)直接导入至Moldex3D,进行后续的RTM模拟。
AniForm协理Sebastiaan Haanappel表示:「AniForm致力于为工程师提供有效的仿真工具,让他们只须专注于预测分析,而不必耗费过多时间在建模和在不同仿真软件之间转换数据。Moldex3D在产业界有很好的口碑,因此这项合作非常令人振奋,我们很开心达到两个软件间的无缝整合,带给使用者更棒的体验。」
挑战
- 市面上较缺少不同模拟工具间的无缝整合
- 纤维布在成型过程中,纤维排向会有剧烈改变
- 纤维布应力和纤维重新排向会影响纤维布的局部排向范围及渗透特性
解决方案
整合Moldex3D RTM模拟技术与AniForm的成型分析
效益
- 简化数据接口并改善设计工程师的工作流程
- 提高RTM模型的的准确度
- 提高RTM模拟结果的准确性
案例研究
本案例研究目标是比较两种不同的模型:一是直接以假定的正交纤维布排向进行模拟;二则是将AniForm所分析的纤维布排向预测结果纳入考虑,以观察不同的输入条件是否会明显影响最终的树脂注塑模拟结果。
在本研究中,AniForm团队首先以AniForm软件进行了编织纤维布的成型模拟,输出ASCII档案之后,再输入至Moldex3D进行RTM模拟。
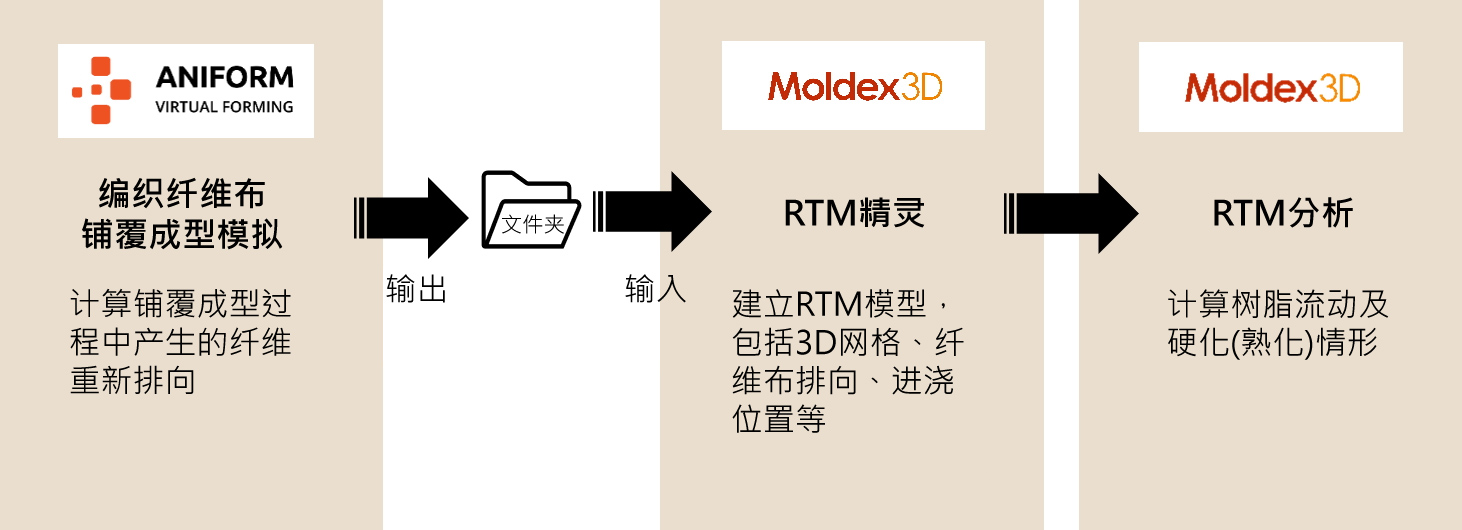
图一 整合AniForm与Moldex3D进行RTM仿真流程
以本案例而言,一个层压板包括五个迭层为 [(0/90)]5的纤维布,铺覆在模腔中成为最终的产品型状。接下来将模穴加热并注入树脂,待产品固化取出,即为最终的已成型编织纤维布。
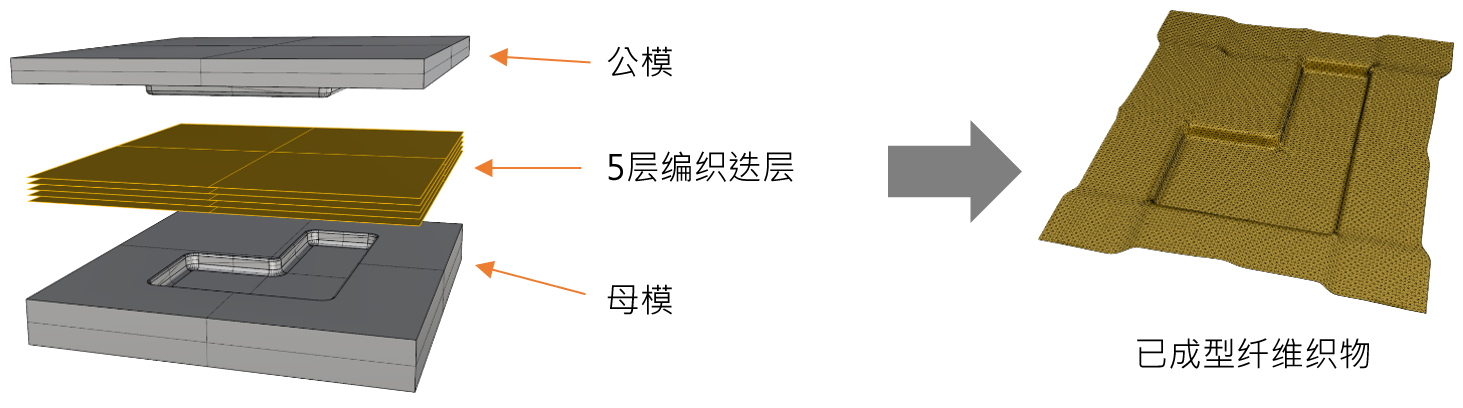
图二 以AniForm模拟纤维织物铺覆成型过程
为了在后续的Moldex3D注塑模拟中,将成型过程产生的纤维织物扭曲现象纳入考虑,因此先以AniForm进行复材成型模拟。图三即为AniForm所预测部层压板在成型过程中不同的变形状况。这些变形将影响在最后完全闭模阶段时平面内的剪切分布及纤维重新排向(如图四)。
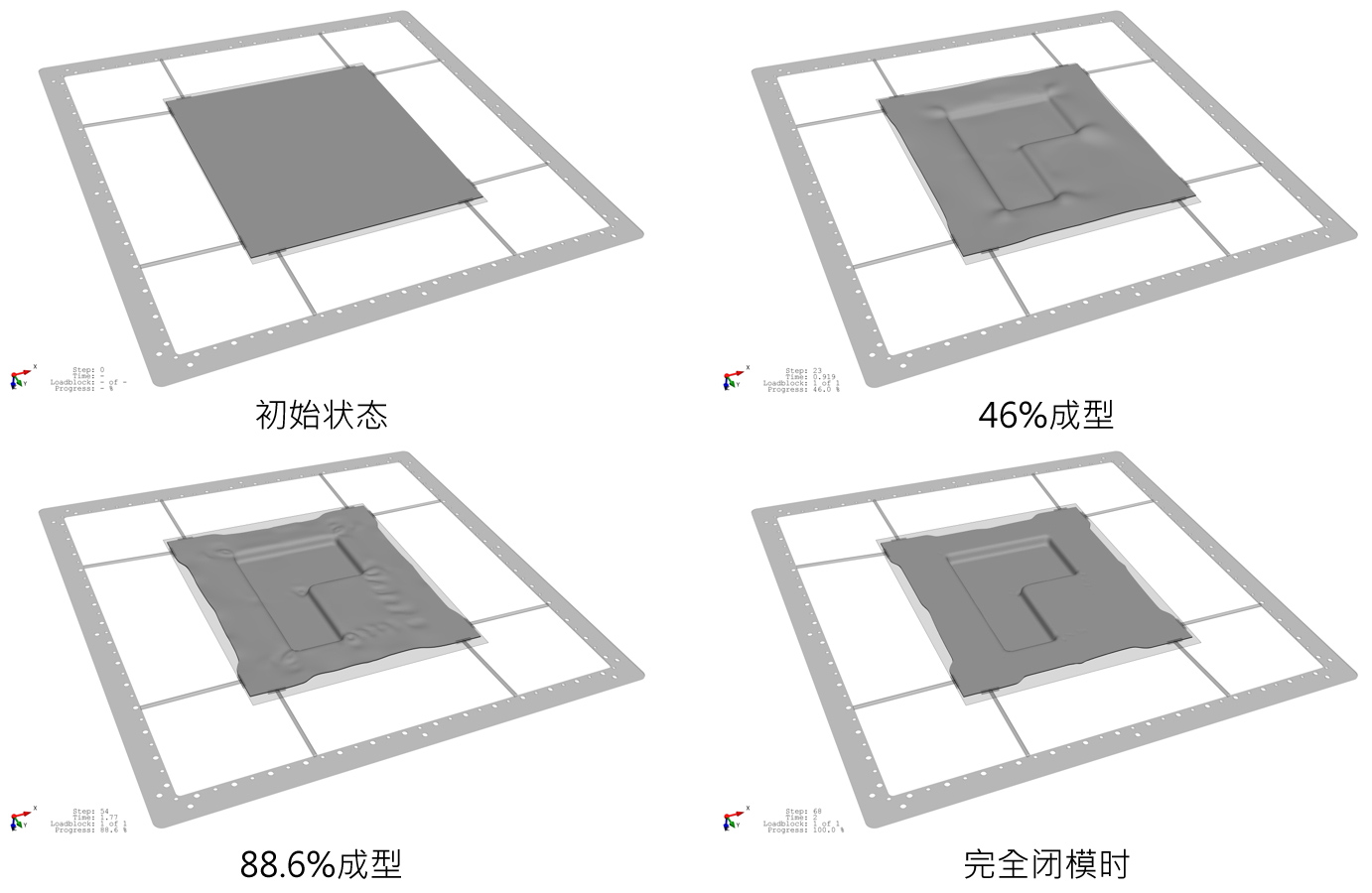
图三 AniForm预测不同情况下的产品变形
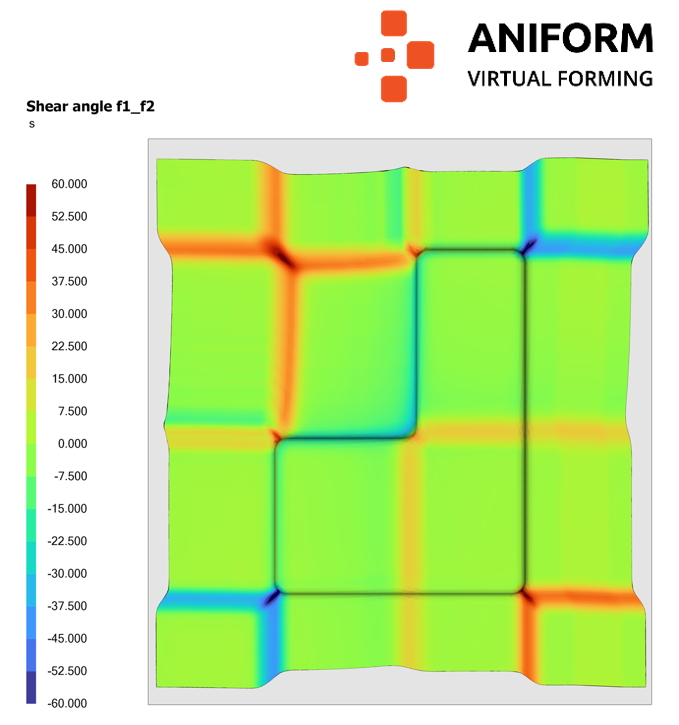
图四 AniForm预测的剪切角度分布
如上所述,接下来以Moldex3D建立两个注塑模型。图五为两种注塑模型的配置,第一种假设纤维布仍然是正交的,亦即每个部位皆是0度或90度(浅蓝色为0度;深蓝色为90度)。然而实际上正交纤维并不会存在,原因是成型过程会导致平面内纤维布变形,故各部位的纤维布排向不再呈现0度或90度。因此在第二种模型中,将AniForm的成型分析的纤维重新排向结果纳入考虑。纤维排向改变会影响到渗透率──亦即用以描述流体通过纤维布之能力的量值。如此一来即可预测流动进程的影响,故第二种模型能得到更贴近真实的准确分析。
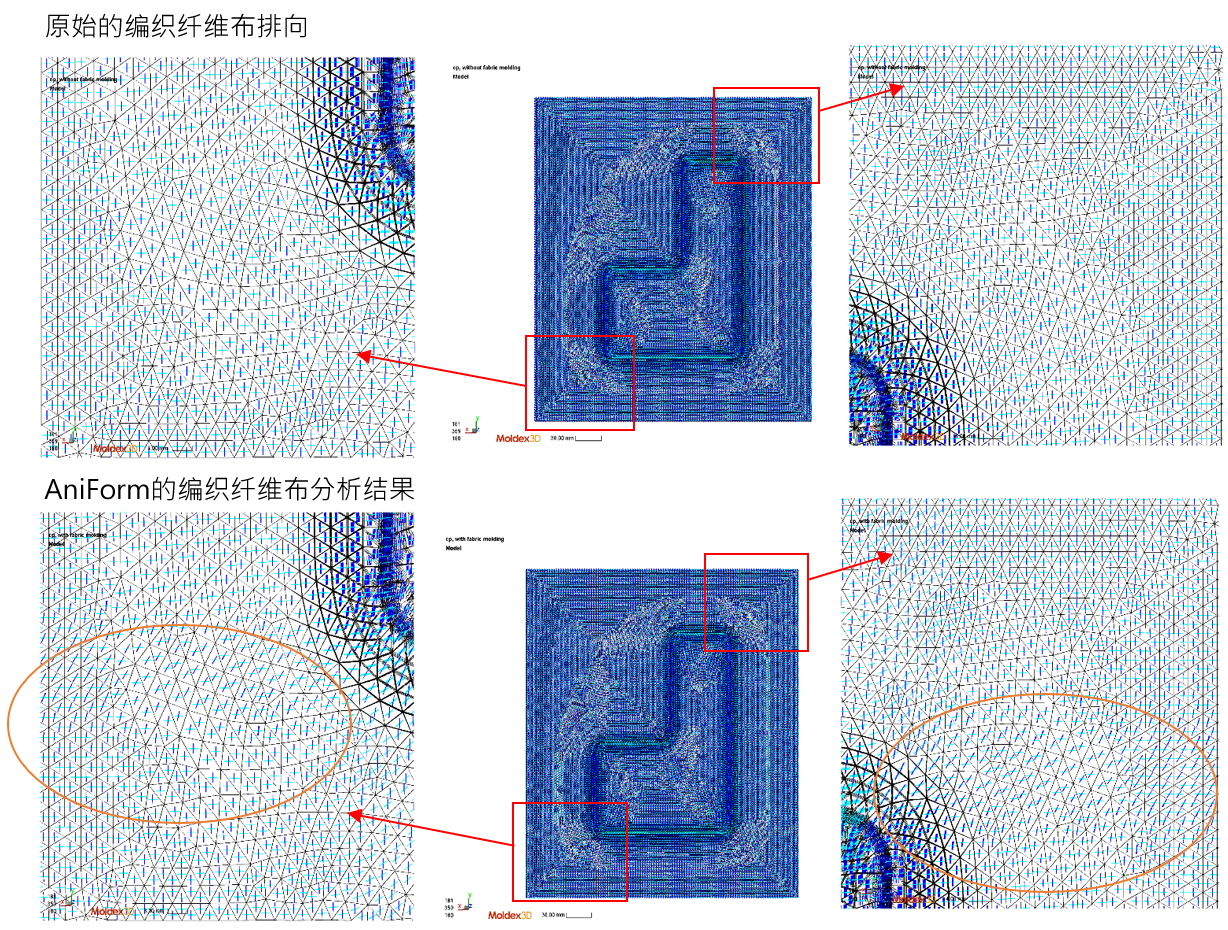
图五 编织布排向比较
透过Moldex3D精准的RTM仿真功能,可确实观察到当输入不同的纤维排向信息时,塑料流过纤维布时的结果也有所差异。如图六圆圈框起处,可看到树脂流动有扭曲现象。此处的纤维布重新排向会导致流动方向上的局部渗透率较低。若考虑当产品体积较大且几何较复杂时,这样的情形将导致产品浸润不完全,而需要制程设计者重新配置树脂进浇点。此外,其流动进程也会使充填时间稍微拉长。能改良充填时间预测,就能让工程师更准确评估所需的生产周期时间。
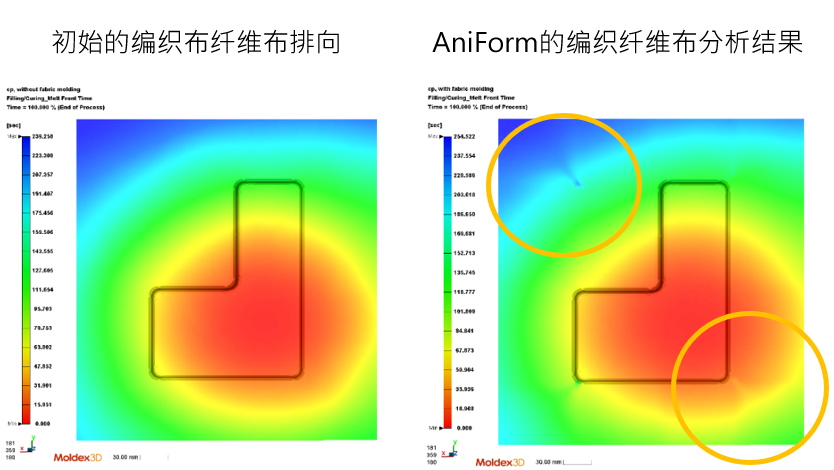
图六 流动波前比较
结论
Moldex3D与AniForm合作开发的接口,将成型过程变形产生的纤维排向改变纳入RTM分析考虑,可以获得更贴近真实的流动信息。透过比较有考虑及未考虑成型阶段的材料变化,可发现渗透率分布差异会导致两种模型对于流动波前和充填时间的预测准确度有落差。在流动进程随时间变化的分析能力提升之后,工程师就可更准确评估不同制程配置的差异及生产周期。透过Moldex3D与AniForm的结合,将为工程师带来流畅且无忧的工作流程,并能在解读分析结果时更具信心。