

客户简介

- 客戶:高雄应用科技大学
- 地区:台湾
- 产业:学术研究
- 解决方案:Moldex3D Advanced / 粉末射出成型模块 / 多材质射出成型模块
大纲
粉末射出成型(PIM)常用于制造复杂制品,例如本案例的一体式氧化锆人工牙根(图一)。然而此双射成型制程中,也产生了翘曲和体积收缩问题。因此本案例将着重于使用田口方法来优化制程参数,以改善翘曲、达到更小的体积收缩,以及均匀的粉末浓度。过程中并使用Moldex3D的充填、保压、翘曲分析,模拟不同参数下的产品质量。
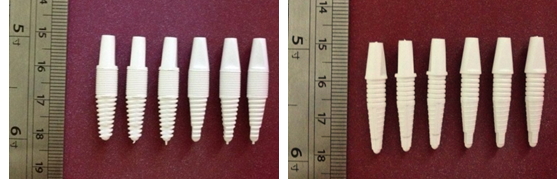 图一 一体式氧化锆人工牙根产品,包含第一射(左)和第二射(右)
图一 一体式氧化锆人工牙根产品,包含第一射(左)和第二射(右)
挑战
- 双射成型产品的尺寸变形问题
- 不均匀的粉末浓度
- PIM成型周期须缩短
解决方案
藉由Moldex3D粉末射出成型(PIM)及多材质射出成型(MCM)模块,分析产品质量,并用田口方法找到最佳成型参数设定,以优化产品设计
效益
- 将翘曲降低,并改善粉末浓度均匀度
- 第一射的产品质量提高12.12%,第二射产品质量提高59.03%
- 减少修模时间和成本
- 成功缩短产品研发周期
案例研究
本案例目标为改善烧结前生胚的不均匀的收缩及粉末浓度。为解决此问题,高应大团队利用Moldex3D寻找较佳的多材质射出(MCM)制程参数。
首先藉由Moldex3D粉末射出成型模块仿真原始设计的成型条件。仿真结果显示此双射生胚有不均匀的体积收缩,会造成严重的翘曲变形,且会影响产品结构强度。
接下来以田口方法决定充填时间、保压压力、模温和料温等成型参数,直交表包含此四个变量各有三个阶层,并根据优化的成型参数进行氧化锆人工牙根进行模拟分析。最终结果显示,产品翘曲都已降低:第一射翘曲由0.488 mm降为0.145 mm;第二射翘曲则由0.059 mm降为0.022 mm (图二及图三)。粉末浓度也变得更均匀(图四及图五)。产品整体质量改善了,可避免掉重复的修模成本。
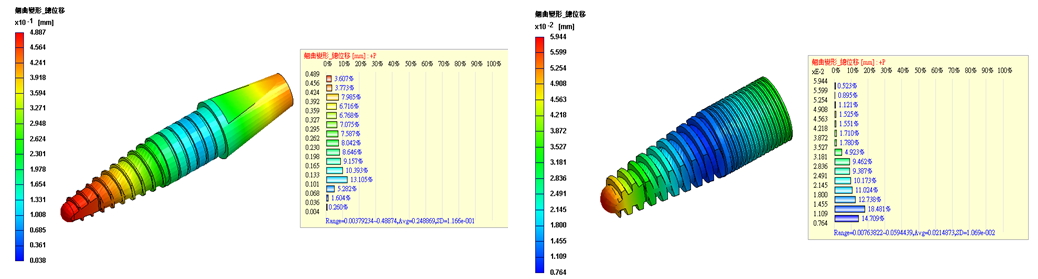 图二 原始设计中第一射(左)及第二射(右)之总翘曲位移分析结
图二 原始设计中第一射(左)及第二射(右)之总翘曲位移分析结
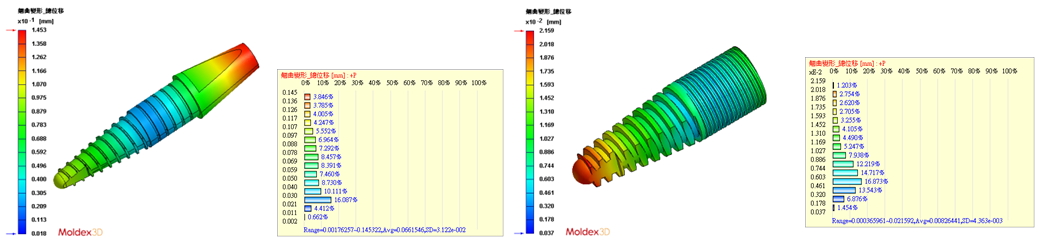 图三 优化设计中第一射(左)及第二射(右)之总翘曲位移分析结果
图三 优化设计中第一射(左)及第二射(右)之总翘曲位移分析结果
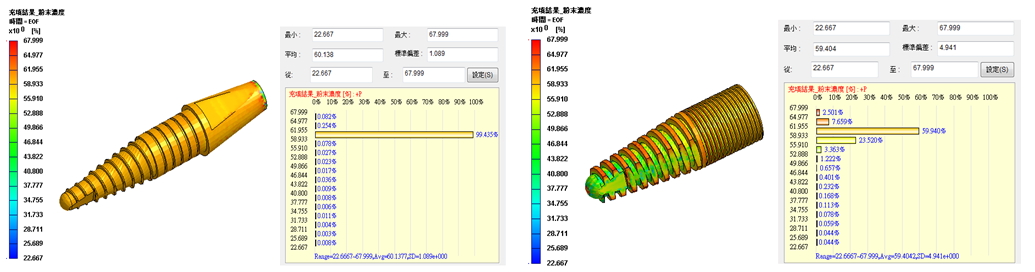 图四 原始设计中第一射(左)及第二射(右)之粉末浓度分析结果
图四 原始设计中第一射(左)及第二射(右)之粉末浓度分析结果
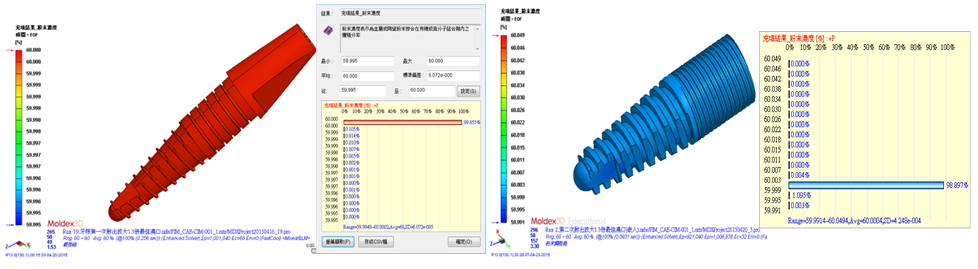 图五 优化设计中第一射(左)及第二射(右)之粉末浓度分析结果
图五 优化设计中第一射(左)及第二射(右)之粉末浓度分析结果
结果
高应大团队借助Moldex3D的模拟分析,成功在实际制造前改善尺寸位移差异、翘曲问题和粉末浓度(表一)。透过田口方法找出更佳制程参数后,第一射产品质量提升了12.12%,第二射质量提升59.3%。此外Moldex3D也让用户能够在产品设计时间就能事先解决粉末浓度不均问题、改善产品质量,并节省试模成本、缩短产品上市时间。
| 第一次射出(牙心) | ||
| 组别 | 翘曲变形(mm) | 粉末浓度标准偏差(%) |
| 原始参数组 | 0.165~0.002 | 1.089 |
| 田口最佳组 | 0.145~0.002 | 6.1E-5 |
| 第二次射出(外层包覆) | ||
| 组别 | 翘曲变形(mm) | 粉末浓度标准偏差(%) |
| 原始参数组 | 0.0454~0.0001 | 4.941 |
| 田口最佳组 | 0.0186~0.0004 | STD 4.2E-4 |