
影响流动平衡的因素与MeltFlipper的效果
流道尺寸对流动不平衡的影响:
流道尺寸越小,流动不平衡的现象越严重。因为流道尺寸越小,所产生的外层剪切热越高。另一方面,流道尺寸越小,塑流在流道中的流动对迟滞效应越敏感,制程越不易控制。
- 充填速率对流动不平衡的影响:
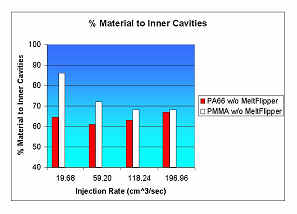
在传统的多模穴流道设计下,各模穴充填不平衡的程度会随着不同的射出成型速度而有显著不同;即充填不平衡的程度对射出成型条件非常敏感( 图15)。 MeltFlipperTM技术不但可以消除流动不平衡的问题,同时其改善效果非常稳定,对射出成型速度不敏感,成型视窗变大,因此生产制程较容易控制( 图16) 。
- 不同塑料对流动不平衡的影响:
在传统的多模穴流道设计下,各模穴充填不平衡的程度不但会随着不同的射出成型速度而有显著不同,也会随着不同塑胶材料而有所不同( 图15)。经过实验证明,在低射速,不同材料的情形下,充填至内侧模穴的重量可高达95%,亦可低至46%;即射出成型条件固定之下,各模穴充填不平衡的程度对塑胶材料敏感。然而,采用MeltFlipperTM技术之后,不但可以消除流动不平衡的问题,扩大成型视窗,同时更换材料射出成型也不受影响( 图16)。
 |
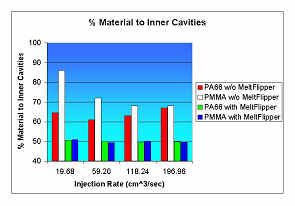 |
图15:传统的多模穴流道设计,充填不平衡的程度 会随着不同的射出成型速度而有显著不同 |
图16:采用MeltFlipperTM技术, 流动平衡且不受射出成型速度影响
|