
科盛科技材料科学研发中心经理 王镇杰
高分子加工过程中,流变行为是一项复杂且重要的特性。可靠的材料信息和模型,是模流分析能成功进行的要素之一。透过毛细管流变仪的量测,配合非弹性(泛牛顿)流体高分子流动的假设,即可合理预测出高分子流动行为。然而由于高分子本质上为黏弹性,因此非弹性分析将无法完整描述其黏弹现象。
典型的非结晶高分子模数及黏度曲线如图一所示[1]。基本上随着温度的降低,弹性行为相对于黏性行为会越来越显著。根据高分子物理学,高分子聚合物状态可分为五个区域:(1)玻璃态区域、(2)玻璃转移区、(3)橡胶区、(4)黏弹性流动区域(5)黏性区。非弹性(泛牛顿)流体模型适合用以仿真黏性区域(5)中的流动行为。从黏弹流动区域(4)到橡胶区域(3),弹性变得越来越重要;而从玻璃转移区到玻璃态区域,塑料则会越来越像固体(越来越有弹性)。
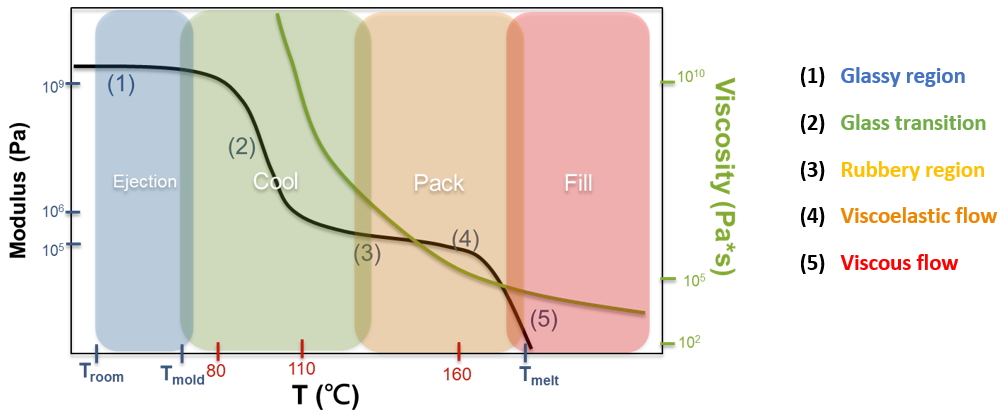
图一 非结晶高分子模数及黏度曲线图(标示的刻度为聚苯乙烯)
充填阶段中,由于黏滞加热,熔胶温度通常高于喷嘴温度,温度通常落在黏性流动区域,即可适用非弹性(泛牛顿)流体模型。在保压阶段,熔胶温度逐步降低,从黏弹性流动区(4)到橡胶区(3),代表弹性行为越来越重要。保压阶段之后,高分子在冷却阶段进入玻璃转移区,并在顶出阶段到达玻璃态区域。
要成功完成黏弹性流动仿真,除了稳定的黏弹性求解器外,具有可靠材料数据和参数的数学模型是绝对必要的。为了准确掌握材料行为,科盛科技材料科学研究中心配有数种流变仪,包括毛细管流变仪,旋转流变仪和DMA等(图二)。

图二 (a)旋转流变仪,包括Anton Paar MCR-502 及TA DHR-3;(b)拉伸流变仪(SER);(c) 平行板夹具;(d)DMA模式的扭转夹具; (e)毛细管流变仪。
一般而言,会认为熔胶在射出成型的充填阶段有较高的剪切率和较高的温度,因此毛细管流变仪通常会是量测流动行为的理想仪器。然而在模穴中一些特定的区域(例如核心层或肉厚区等),却会有较低的剪切率;除此之外在保压阶段时也容易观察到在表层会有较低的温度。因此,单凭毛细管流变仪所量测到的黏度信息,将不足以描述完整制程过程。为了扩大剪切速率和温度范围,我们可以同时使用平行板夹具和毛细管流变仪。此外,有相似剪切行为的不同高分子熔胶也可能在拉伸行为上展现出很大的差异,此现象在高分支聚合物上尤其明显[2]。因此我们引入SER来鉴定拉伸流场下的流变特性。
毛细管流变仪可量测的范围涵盖高温(约为制程温度)及高剪切率(10 – 10,000 s-1)。然而到了保压阶段,剪切率会骤降至10 s-1以下,且温度较充填阶段低。至冷却阶段,温度甚至会低于Tg。不同阶段的温度和剪切率如图三(a)所示,其中可明显看出保压及冷却阶段的的温度及剪切率,已在毛细管流变仪可量测的正常范围之外。我们可以利用其它不同的量测仪器(包括旋转流变仪及DMA等)来获取低剪切率与低温度的流变数据。不同仪器量测的可量测的温度与剪切率范围如图三(b)所示。
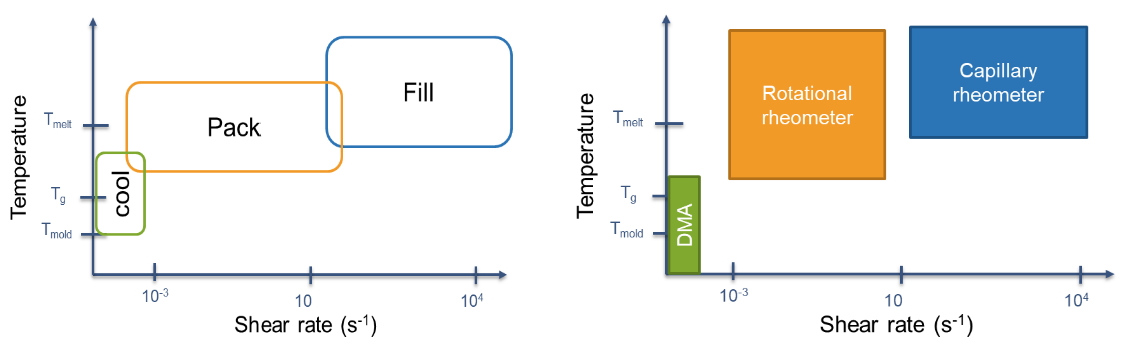
图三 射出成型中 (a)各阶段(b)各量测仪器的温度与剪切率窗口
在充填与保压两个阶段中,剪切率的范围约为104 至 10-3 s-1,故若要准确模拟高分子流体在充填及保压阶段的流动,我们可以结合毛细管流变仪和旋转流变仪的量测数据。以聚苯乙烯为例如图四所示。
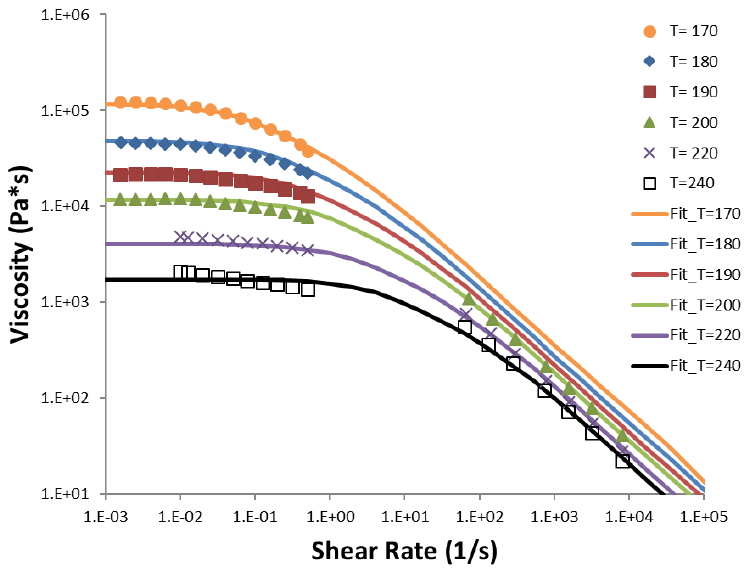
图四 毛细管流变仪和旋转流变仪所量测的剪切黏度
射出成型中的高分子温度范围可能在熔胶温度到模温之间(以PS为例,Tmelt ≈ 200℃,Tmold ≈ 60℃)。为了获得更可靠的流变量据,我们可结合旋转流变仪和DMA。图五即显示PS从熔胶温度(200℃)至玻璃状态(30℃)之间的动态模数。
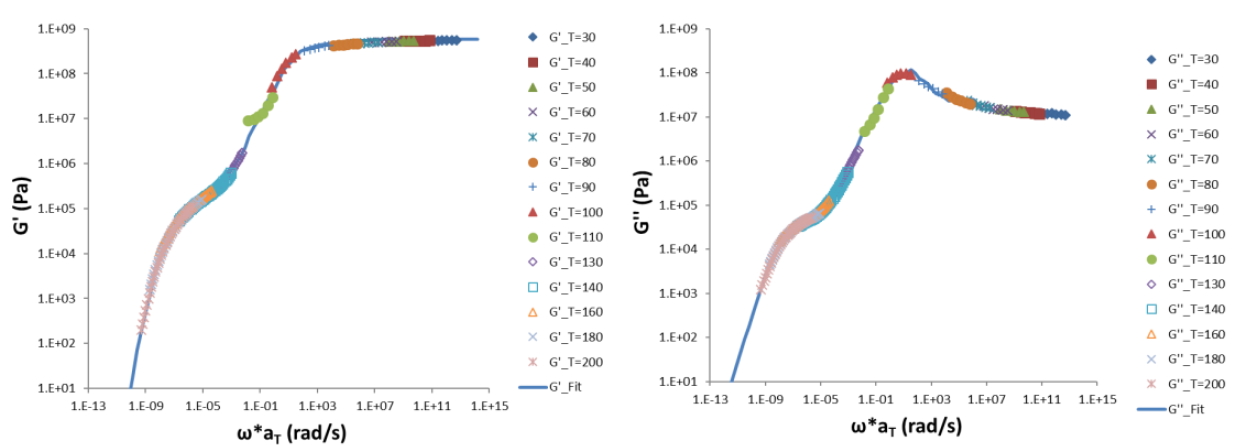
图五 旋转流变仪和DMA量测出的动态模数主曲线。
不同仪器所量测的流变量据我们可以使用黏弹模型来拟合,在此以接下来以EPTT模型为例,如图四-图六所示(点为量测数据、实线为黏弹模型,),模型与参数即可应用至Moldex3D黏弹性流动求解器,进行后续模拟分析。
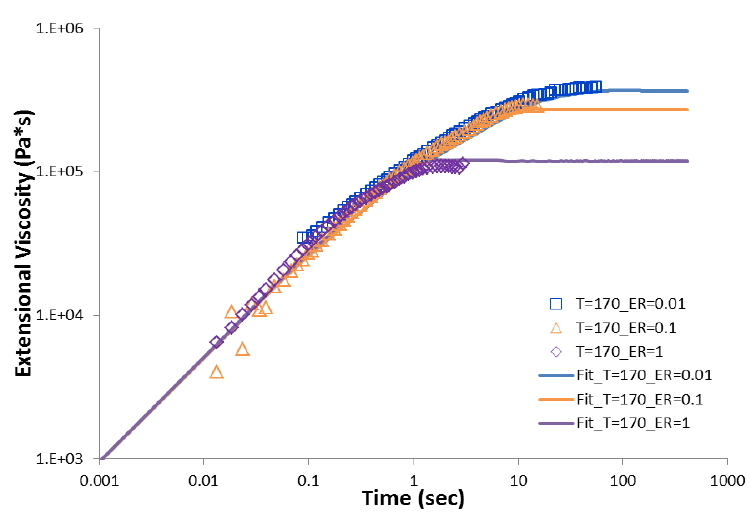
图六 SER测量出的拉伸黏度
测试模具几何包含了流道及喷嘴等单位,如图七(a)所示。产品厚度为2 mm,宽与高皆为60 mm。以实际的聚苯乙烯射出成型实验配合模拟来做验证,不同保压设定的实验与Moldex3D模拟比对如图七(b)所示。可以观察到除了V/P切换点的瞬间之外,不论在充填或保压阶段的仿真与实验结果曲线相符;而V/P切换瞬间的曲线受机台响应影响的强烈影响。实验中落在V/P点上的压力峰值为53.7±0.3 (MPa),与模拟的数值54.6(MPa),两者非常接近。
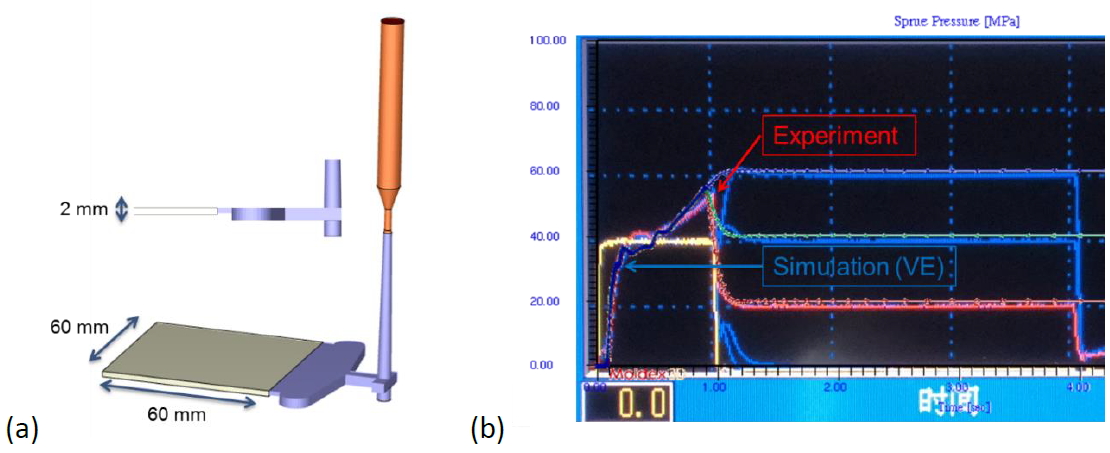
图七 (a)射出模具几何;(b)实验及模拟的竖浇口压力曲线
我们透过Moldex3D射出制程模拟结果来研究成型过程中的细部信息,可发现充填阶段的剪接率分布状况为:流道的壳层约在2,000至7,000 s-1之间,模腔在600 至 1,000 s-1之间(图八)。这些剪切率都在毛细管流变仪能够测量的范围内。图九显示保压阶段的剪切率分布:在流道中剪切率低于20 s-1,模穴中则低于1 s-1,是毛细管流变仪无法量测范围。由此可见,不论是量测温度或剪切率,毛细管流变仪都不足以涵盖保压分析。
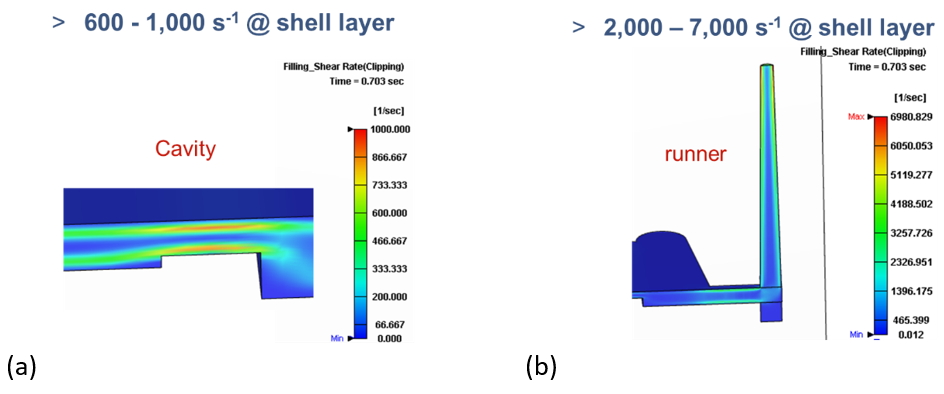
图八 充填阶段结束时的剪切率分布:(a)模穴;(b)流道
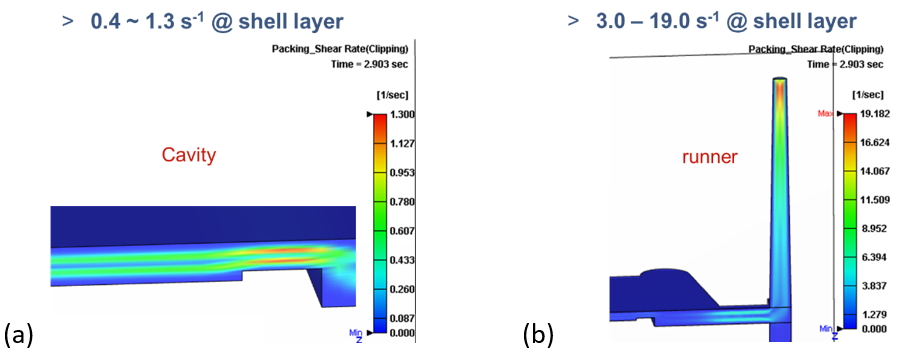
图九 保压阶段的剪切率分布:(a)模穴;(b)流道
图十为保压阶段温度分布。流道壳层的温度低于180℃,模穴中的温度低于140℃,也是落在毛细孔流变仪无法量测的范围。且上述温度范围位于黏弹流体区域至橡胶区之间,在此区域中,弹性行为已相当重要的。因此需要旋转流变仪来量测出低剪切率和低温数据,使得仿真更为准确(尤其是保压阶段的部分)。
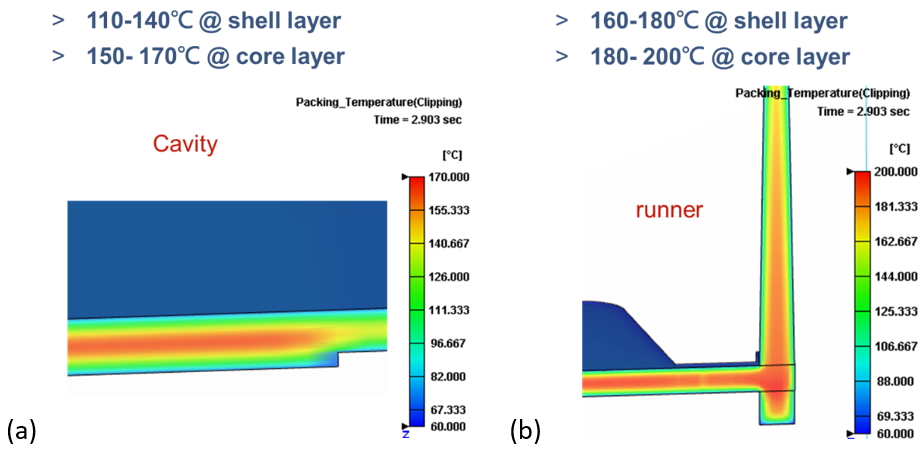
图十 保压阶段的温度分布:(a)模穴;(b)流道
总体而言,若要更真实且精确的模拟出完整的射出成型制程,可综合不同量测仪器,以获得更完整的流变量据。而若要提高黏弹性数据库的普遍性,则须仰赖广大材料商的支持。
Reference
- Shaw, M. T.; MacKnight, W. J. Introduction to Polymer Viscoelasticity; Wiley, 2005.
- Macosko, C. W. Rheology: Principles, Measurements, and Applications; Wiley, 1994.