

- 客户:国立高雄应用科技大学-塑料精密加工实验室
- 产业:学术研究
- 解决方案:Moldex3D eDesign / Moldex3D射出压缩模块
大纲
随着科技演进,塑料加工制程应用于光学组件越来越普及,而业界对产品精度的要求也越趋严峻。由于车灯透镜产品的设计有肉厚不平均的特性(图一、图二),因此利用传统射出成型的制程,容易产生核心层与外表层散热不一致以及内应力集中等问题,导致产品缺陷。为了有效克服此问题,高应大塑料精密加工实验室团队藉由Moldex3D射出压缩成型模拟解决方案,探讨使用射出压缩成型制造车灯透镜的成效。透过软件仿真分析,该团队了解射出压缩制程对于塑料成型的整体影响,验证新制程的可行性,确保产品尺寸精度。

图一 汽车大灯透镜 图二 车灯透镜3D图
挑战
- 光学性质欠佳
- 翘曲问题
- 体积收缩过高(图三)
- 残留应力集中(图四)
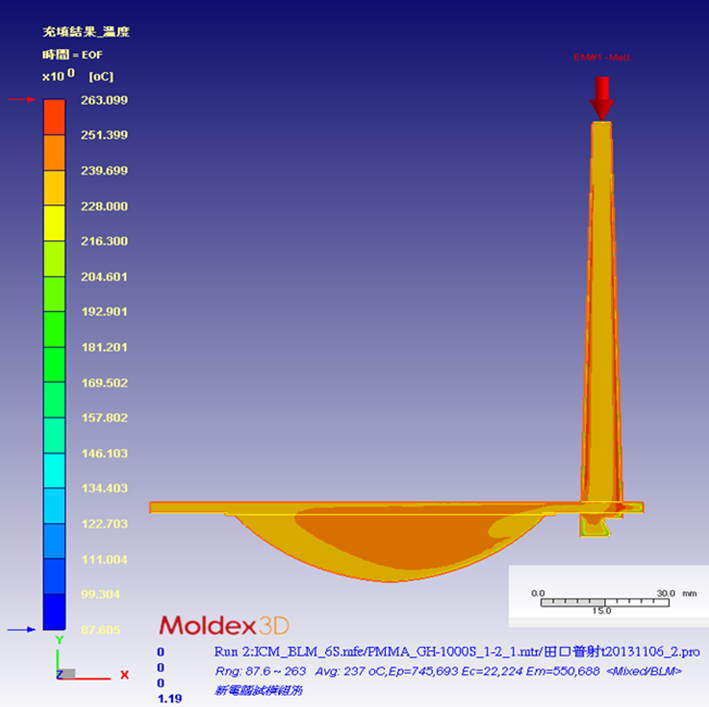 图三 透过Moldex3D充填分析温度等位面分布图,可以看到产品有严重的积热和收缩问题
图三 透过Moldex3D充填分析温度等位面分布图,可以看到产品有严重的积热和收缩问题
 图四 Moldex3D光学分析可以辨识残留应力集中在浇口处
图四 Moldex3D光学分析可以辨识残留应力集中在浇口处
效益
透过Moldex3D塑料射出模拟分析与实际试模,成功验证射出压缩制程能有效改善车灯件质量。
- 改善体积收缩44%
- 降低翘曲量29%
- 残留应力与光弹条纹均匀,光学性质大幅改善
案例研究
有别于一般传统射出成型制程,射出压缩成型具有以下优点:(1) 降低射出压力 (2) 降低残余应力 (3) 减少分子定向 (4) 均匀保压减少不均匀收缩 (5) 克服凹陷及翘曲 (6) 减少成品双折射率差 (7) 缓和比容积变化 (8)增进尺寸精度。
本案例希望藉由Moldex3D射出压缩模块来仿真分析验证利用射出压缩制程生产车灯透镜的可行性,分别以产品翘曲量、体积收缩率及光学特性进行两个制程的比较。透过仿真结果与实际射出产品结果皆证实,射出压缩成型对于产品质量能有效的改善。
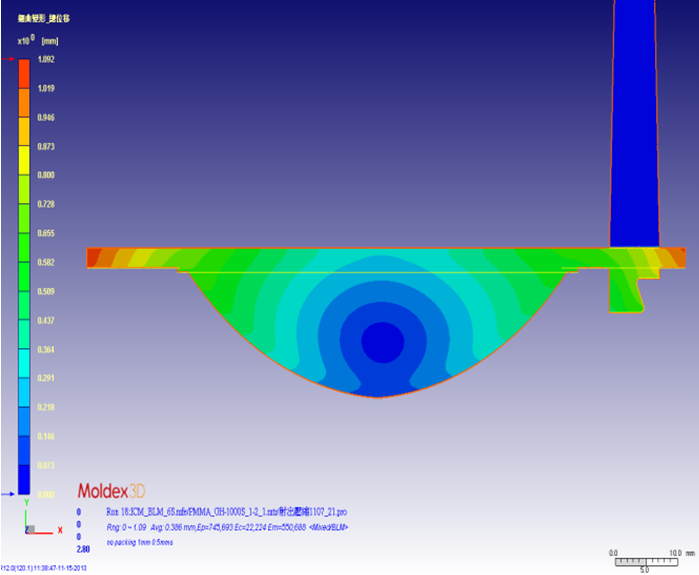
首先藉由Moldex3D分析传统射出成型制程的翘曲量,发现由于车灯透镜肉厚不均的设计,容易使得其核心层与外表层散热不一致,及产生内应力集中问题,进而导致翘曲现象。改用射出压缩制程之后,由于压缩阶段为模壁全面施压,因此可以降低射压,以大幅降低因压力不均所造成的翘曲变形。图五、图六分别显示利用射出压缩制程,翘曲量可从0.7mm降低至0.5mm,成功减少29%的产品翘曲量。
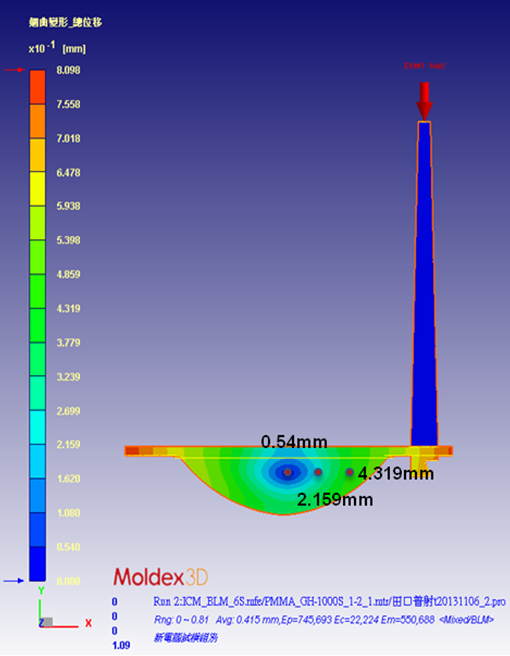 图五 传统射出成型:最大翘曲量约为0.7mm(除去浇口与冷料井)
图五 传统射出成型:最大翘曲量约为0.7mm(除去浇口与冷料井)
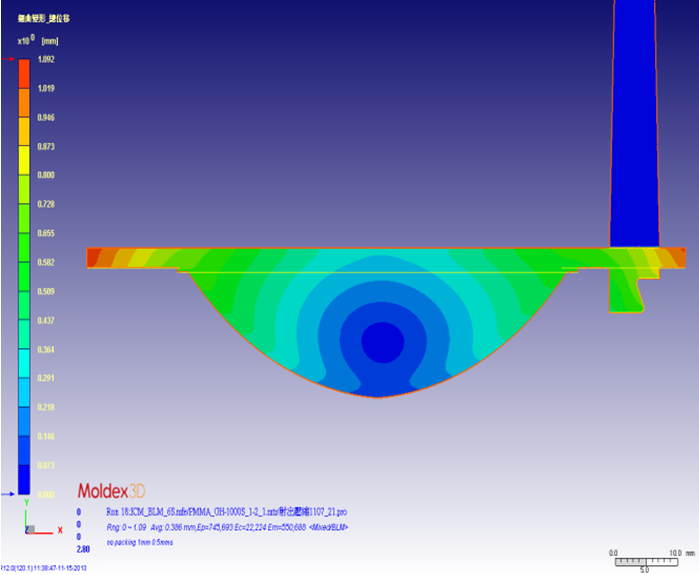 图六 射出压缩成型:最大翘曲量约为0.5mm(除去浇口与冷料井)
图六 射出压缩成型:最大翘曲量约为0.5mm(除去浇口与冷料井)
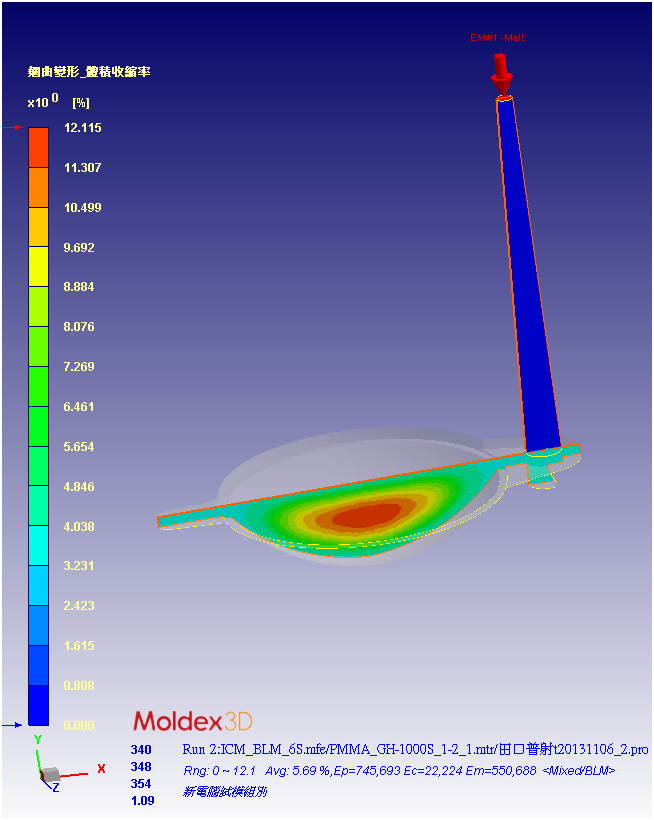
接下来观察Moldex3D分析结果中的透镜中央积热问题。传统射出成型制程的产品中心处体积收缩率达12.1%,相当严重 (图七)。而利用射出压缩制程后,透镜中央温度变得较平均,能有效改善产品收缩率高达44% (图八)。
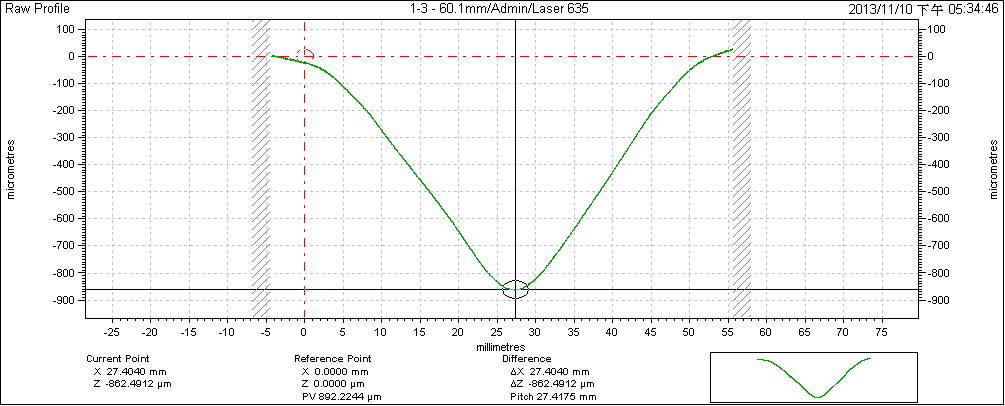 图七 传统射出成型:中心处体积收缩达12.1%,收缩严重(上)。实射产品以仪器测量测收缩凹陷量为-862.4µm (下)
图七 传统射出成型:中心处体积收缩达12.1%,收缩严重(上)。实射产品以仪器测量测收缩凹陷量为-862.4µm (下)
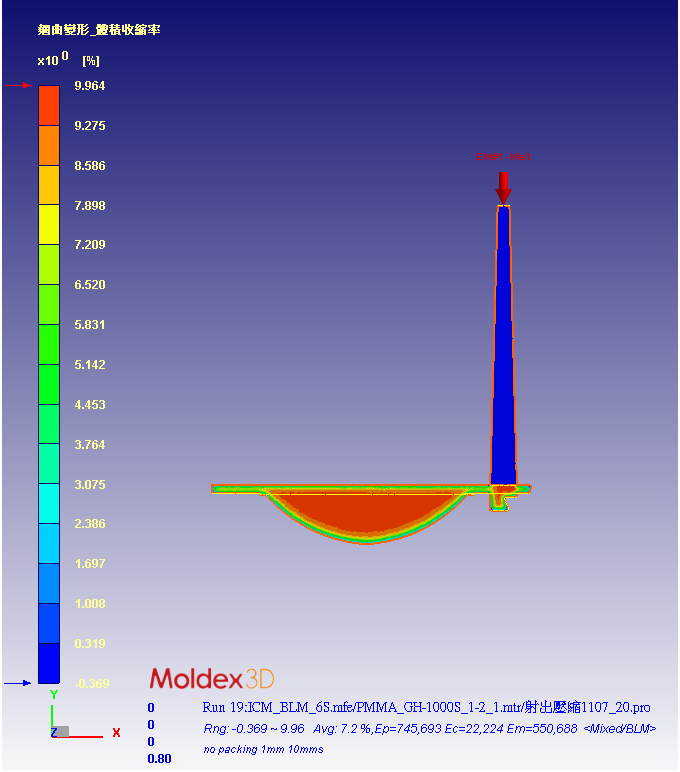
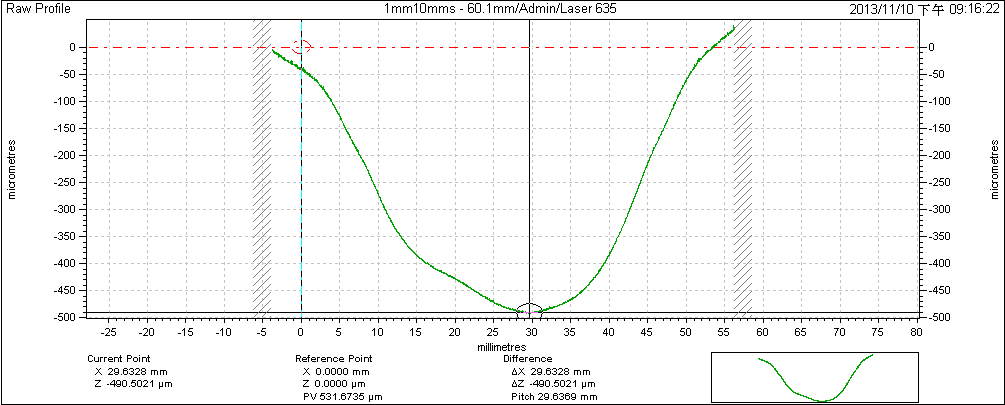 图八 射出压缩成型:最大体积收缩率为9.96% (上)。实射产品以仪器测量收缩凹陷量-490.5µm(下)
图八 射出压缩成型:最大体积收缩率为9.96% (上)。实射产品以仪器测量收缩凹陷量-490.5µm(下)
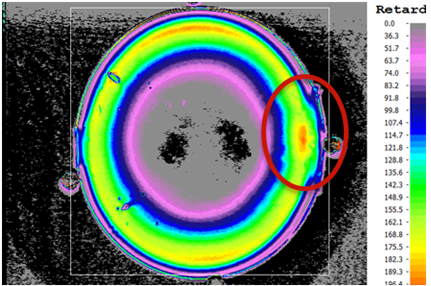
比较两种制程的光弹条纹分析,传统射出成型光弹条纹密集,光学性质差(图九)。然而利用射出压缩成型,光弹条纹较均匀,同时由于压合速度越快,浇口处残留应力较为均匀,光学性质大幅改善 (图十)。
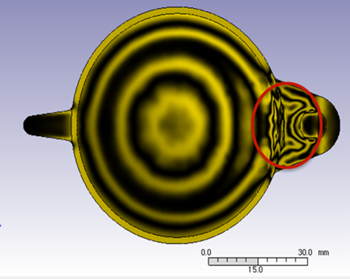
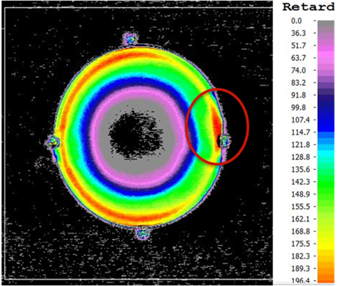 图九 传统射出成型:浇口处光弹条纹密集,光学性质欠佳(上)。实际射出产品光弹仪拍摄图,也显示光程差(下)。
图九 传统射出成型:浇口处光弹条纹密集,光学性质欠佳(上)。实际射出产品光弹仪拍摄图,也显示光程差(下)。
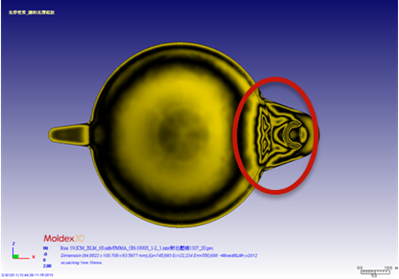
 图十 射出压缩成型:产品本体之光弹条纹均匀(上)。实际射出产品光弹仪拍摄图也显示,
图十 射出压缩成型:产品本体之光弹条纹均匀(上)。实际射出产品光弹仪拍摄图也显示,
浇口处残留应力较为均匀,光学性质大幅改善(下)。
结果
在此案例中,透过Moldex3D仿真分析软件进行产品验证及射出压缩参数优化,协助实验团队加速开发及验证射出压缩成型制程方案之可行性。透过验证分析,车灯透镜产品的成型质量获得大幅改善,达到产品尺寸稳地。实验团队未来希望将模拟分析的应用,扩大至优化压缩参数研究,包含 : 压缩力、控制位置…等,以及应用在各种肉厚产品上,探讨成本效益与优化程度。